
Index
- The juice manufacturing industry
- Wastewater from juice industries
- Treatment of wastewater
- Sludge treatment
- Conclusions
The juice production industry
We find three main types of juices:
- Natural juices: Made from fresh fruits and vegetables, without additives or preservatives.
- Concentrated juices: Water is extracted and then rehydrated, allowing for greater durability and ease of transport.
- Pulp fruit juices: Contain some of the fruit pulp, offering a different texture and more nutrients.
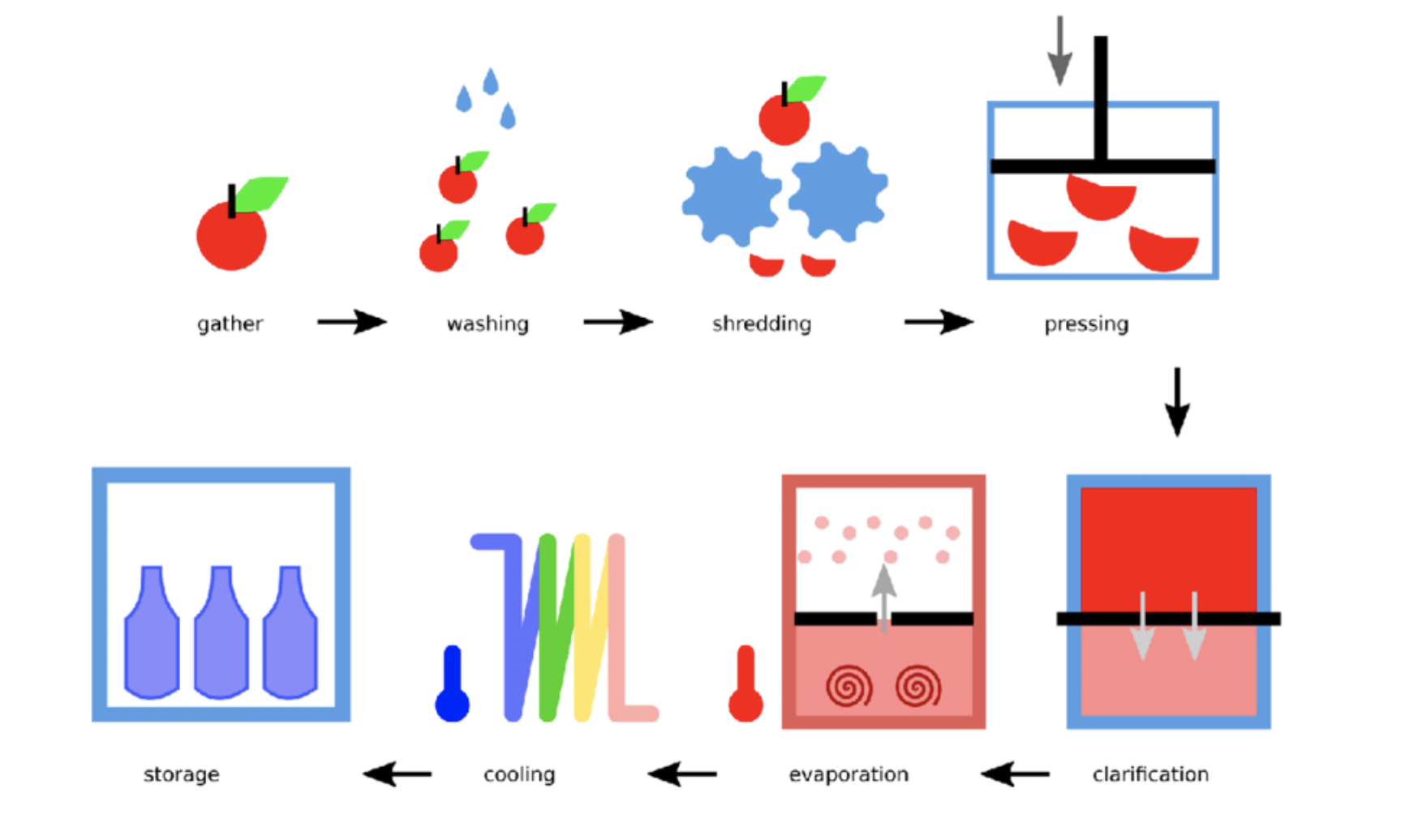
Juice manufacturing must comply with food safety and labeling regulations. The phases of the manufacturing process are as follows:
- Fruit selection: The best fruits are chosen at their optimal ripeness.
- Washing and disinfection: Fruits are cleaned to remove contaminants.
- Extraction: Presses or centrifuges are used to obtain the juice.
- Filtration and pasteurization: The juice is filtered to remove solids and pasteurized to extend its shelf life.
- Packaging: Juices are packaged in bottles or cartons, often in controlled environments to prevent contamination.
- Conservation, storage, and transport: It is essential to maintain the freshness and nutrients of the juice during storage and transport.
- Sustainable production: Many companies are adopting more sustainable practices to reduce environmental impact, such as using fruits from organic farms and responsible water management.
Wastewater generated during juice production and processing
The agri-food industry is characterized by high water consumption, which translates into significant volumes of wastewater discharge. These effluents are characterized by high levels of Chemical Oxygen Demand (COD) and Biological Oxygen Demand (BOD). Proper treatment is essential to comply with environmental regulations and promote sustainable use of water resources.
In juice production, discharges come from the leftovers of filling machines or from the water used for washing operations, both of the fruit and the machinery used.
The wastewater generated in juice production mainly contains:
- Organic material: Fruit residues, sugars, and phenolic compounds.
- Nutrients: Nitrogen and phosphorus, coming from the pulp and other components.
- Suspended solids: Solid fractions from processed fruits.
- Chemical contaminants: Residues from cleaning and disinfection products.
An example of discharge analytics for a juice factory would be as follows:
| Parameter | Wastewater | Collector discharge limits (Maximum daily) |
|---|---|---|
| pH | 4 – 6 | 5.5 – 9 |
| BOD (mg/l) | 6,000 | 500 |
| COD (mg/l) | 10,000 | 1,000 |
| SS (mg/l) | 1,100 | 500 |
| A and G (mg/l) | 9 – 10 | 100 |
| NTK (mg/l) | 70 | 20 |
| P tot. (mg/l) | 9 – 10 | 15 |
| Conductivity (µS/cm) | 400 – 1,600 | 3,000 |
As can be seen, the main deviations from the legally established discharge values occur due to the high load of organic matter and suspended solids.
Treatment of wastewater
A common process for treating the effluents generated in juice production includes the following technologies:
- Sieving
- Homogenization
- Primary treatment
- Biological treatment
- Sludge treatment
As examples of typical treatment lines, we propose two solutions:
- Solution 1: Anaerobic Biological Treatment ECSB + Aerobic MBBR
- Solution 2: Primary physicochemical treatment + Aerobic Biological MBR
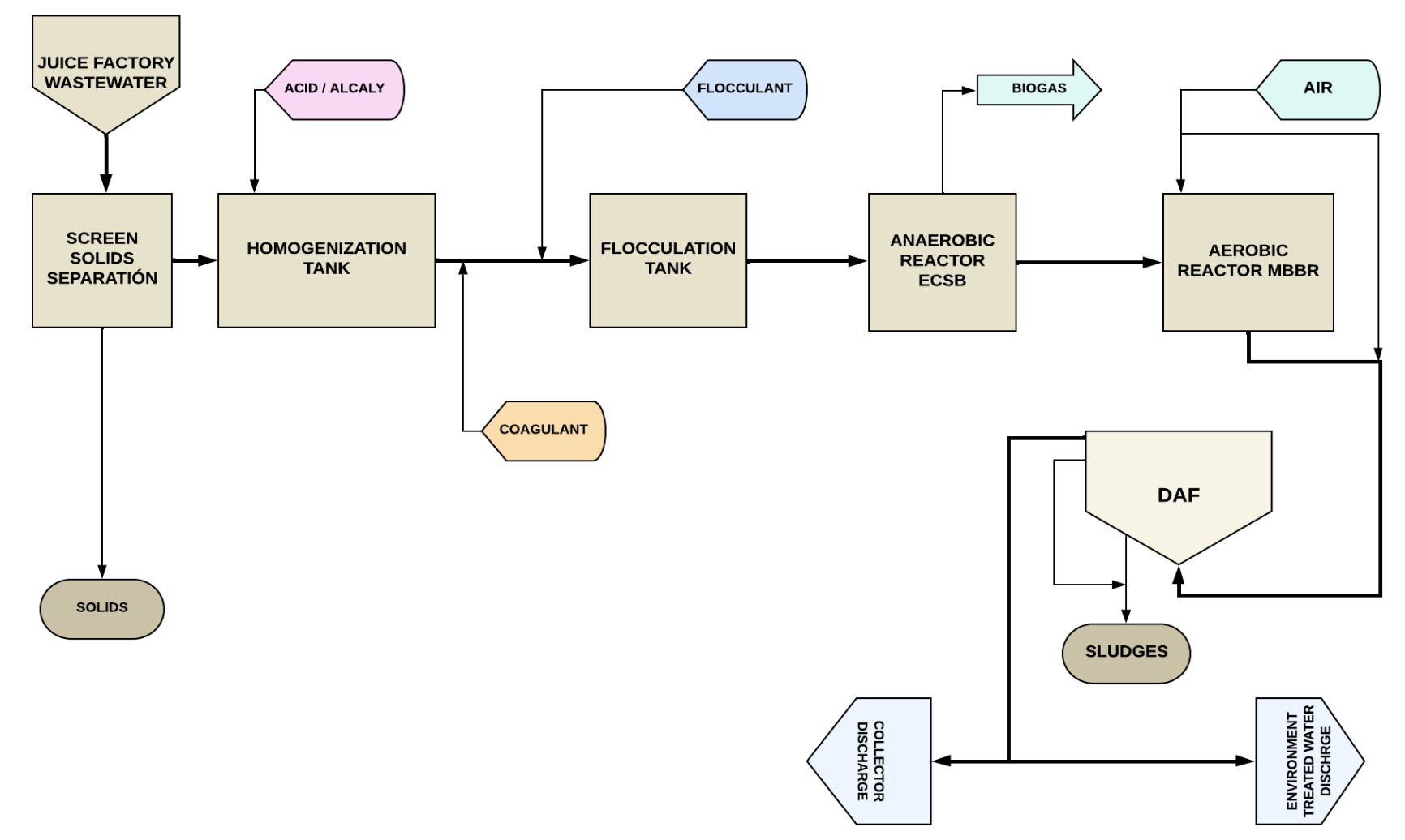
Solution 1: Anaerobic treatment (ECSB) + aerobic (MBBR)
The combination of anaerobic and aerobic biological treatments achieves a high purification performance at a reasonable operating cost, as the anaerobic process consumes little energy and achieves organic matter reduction levels of 80 – 85%, while producing very little excess sludge. On the other hand, an anaerobic reactor does not achieve significant NTK reduction, which is an essential aspect for juice production discharges.
With processing in an aerobic biological reactor, over 90 – 95% BOD performance is achieved, significantly improving the quality of the treated water while reducing NTK levels.
The treatment line consists of the following stages:
Pre-treatment stage
The first step involves removing solid waste and particles from the fruit washing process. After this, the effluent is sent to a homogenization tank, where the effluents from the production process are stored and mixed.
The technologies used in this first stage are:
- Coarse screening to remove solid waste and particles.
- Effluent homogenization tank.
Anaerobic treatment stage
In this phase, most of the organic load from the effluent is removed, which is done in the absence of air, resulting in a byproduct that can be used as fuel in a boiler to produce energy.
The equipment used in this stage includes:
- Neutralization tank: for adjusting the pH of the effluent and dosing flocculant and antifoaming agents.
- ECSB reactor (External Circulation Sludge Bed), where the degradation of organic matter occurs and biogas (fuel) is produced. The production of anaerobic sludge is minimal and is usually stored as a safety reserve.
Aerobic post-treatment stage
With the anaerobic process, discharge limits are not always met, so the obtained effluent still needs to undergo a complementary process.
The most commonly used technologies in this stage are:
- Aerobic biological reactor MBBR (moving bed bioreactor), to adjust the effluent parameters to discharge limits.
- Effluent clarification by flotation in a DAF system with lamellas.
- Sludge purge treatment through thickening and mechanical drying.
After the anaerobic + aerobic treatment, a final effluent is obtained that can be discharged into public waterways and a biological sludge that must be sent to an authorized manager or processed in a dehydration system.
The following diagram corresponds to the described process:
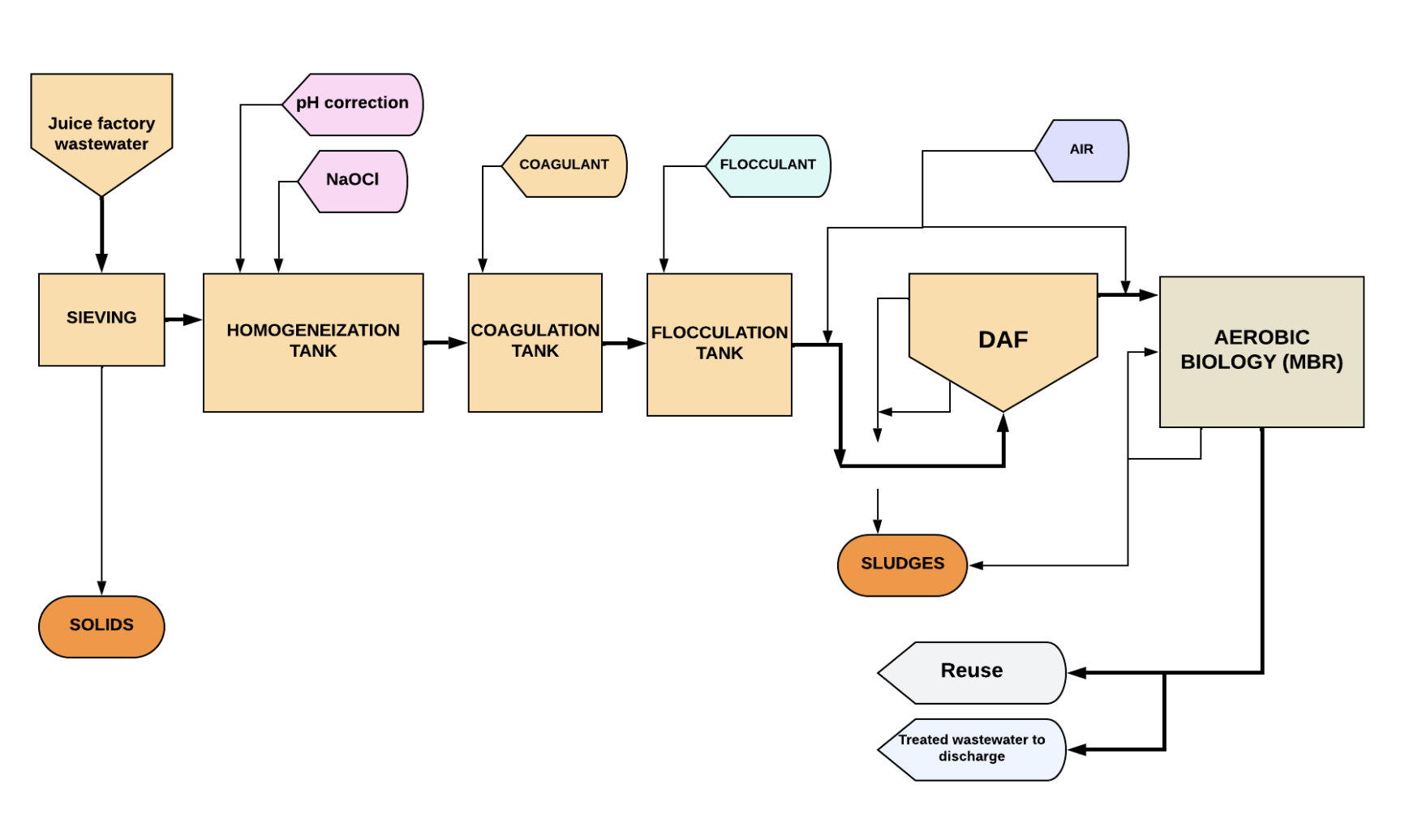
Solution 2: Primary treatment + Aerobic MBR treatment
This process includes the following treatment lines:
Sieving and homogenization
The production and cleaning discharges undergo the treatments described in Solution 1.
Physicochemical treatment
Given the high content of colloidal and suspended materials in the discharge produced in the plant, a physicochemical treatment is installed, which consists of:
Coagulation-flocculation chamber
The wastewater from the homogenizer is directed to the coagulation-flocculation chambers.
In the first chamber, the coagulant is dosed, and in the second, the flocculant. The dosing of these products will improve the performance of the DAF system by causing the formation of flocs. From these chambers, the water passes to the flotation equipment.
Dissolved air flotation (DAF) equipment
The DAF flotation equipment allows for the removal of oils, fats, colloidal matter, and settleable solids by injecting pressurized air, causing the suspended contaminants to float, which are then removed for separation from the clarified water.
Aerobic biological treatment with MBR
The biological treatment is carried out using MBR technology, which combines the conventional activated sludge process with ultrafiltration membrane filtration.
In the biological reactors, a group of bacteria comes into contact with the water to be treated in the presence of excess oxygen. This oxygen is supplied through blowers, which introduce air uniformly through fine bubble diffuser grids.
Ultrafiltration membranes (UF)
MBR systems use ultrafiltration membranes. These types of membranes usually operate submerged in the reactor itself or in a tank adjacent to the biological reactor that receives the mixed liquor (activated sludge).
In this latter case, maintenance and cleaning of the membranes are facilitated.
Filtration occurs by subjecting the membranes to a slight depression (0.5-1 bar) so that the permeate passes through them and circulates inside, while the solids remain outside.
These ultrafiltration membranes have a pore size of around 0.035 μm, so they can retain all solids larger than this size, as well as bacteria and some viruses.
The produced sludges are recirculated to the aeration tank to maintain a certain sludge concentration. The excess sludge is purged and sent to the sludge treatment line for conditioning.
In the case of biological treatment with MBR, treated water of better quality is obtained than in the previous solution, which can be discharged into public waterways or reused in certain processes, according to RD 509/1996, with the following limits:
| Parameter | Limit quantity | Unit |
|---|---|---|
| COD | 125 | mg/l |
| BOD5 | 25 | mg/l |
| SS | 35 | mg/l |
The following diagram corresponds to the process described for Solution 2:
Sludge treatment
There are various systems for treating the sludges produced in the treatment plant. All of them aim to reduce volume, environmental impact, and unpleasant odors.
We propose two viable solutions:
Digestion and mechanical drying of sludges
This option consists of:
Sludge digester
The excess sludge from treatment is purged in a sludge digester. This process is very efficient for reducing microorganisms and organic matter content, minimizing the potential for generating unpleasant odors, as well as the amount of sludge to be managed.
Gravity thickener
After the digester, the sludge passes to the gravity thickener. The goal is to reduce the volume of sludge by partially removing the water present in it. With this system, sludges with 4-6% dry matter are achieved.
Sludge treatment
It is common to find mechanical sludge dehydration lines composed of a static thickener, with the addition of a polyelectrolyte, followed by a belt filter, filter press, or centrifuge decanter.
With these technologies, it is difficult to exceed 30 – 40% DM in the dehydrated sludge.
Dehydration using a vacuum evaporator
Another option is to use a vacuum evaporation system, which significantly simplifies the installation and can obtain a high concentration sludge (>50% DM). With this system, excellent quality condensed water is achieved, which can be reused or discharged into the environment.
The solids separated in the initial screens of the wastewater treatment plant, or those obtained in the various phases of the juice manufacturing process, can be recovered with a vacuum evaporator, resulting in a significant minimization of the final waste and, in many cases, obtaining profitable byproducts, contributing to the sustainability of this industry.
Extraction of Valuable Compounds
- Fibers: Fibers can be used in the production of high-fiber foods or supplements.
- Antioxidants: Bioactive compounds with health benefits can be extracted.
- Fermentation: Residues can be fermented to produce biogas or bioethanol, contributing to energy sustainability, or they can be composted to produce natural fertilizers, closing the nutrient cycle.

Conclusions
The treatment of wastewater in the juice industry is a crucial process. Investment in appropriate technologies and training of qualified personnel is essential to ensure efficient and sustainable management of these resources.
The usual treatment process consists of a pre-treatment through separation with screens and/or appropriate sieves, followed by physicochemical and biological processes, the composition of which will depend on the analysis of the effluents and the discharge point to which they are destined.
The obtained waste (separated solids and sludges) is reusable in many cases. Vacuum evaporation is a good solution for the valorization of these solids and sludges when there is a possibility of converting them into byproducts.
