Secciones
- Introducción
- Objetivo: el vertido cero
- Características de las membranas Fortilife
- Ejemplo práctico
- Resumen
INTRODUCCIÓN
Durante la segunda parte del siglo pasado, la ósmosis inversa se impuso como técnica para desalación del agua, tanto para potabilizarla como para usos industriales:
En un principio, las membranas de ósmosis inversa eran muy sensibles al ensuciamiento, y se hidrolizaban ( membranas de acetato de celulosa), posteriormente , con las membranas de poliamida se hizo un avance importante al trabajar a presiones más bajas y obtenerse mejores calidades de agua, pero, aun así, las conversiones obtenibles difícilmente superaban el 75 % en un solo paso, y trabajando en dos pasos era arriesgado superar el 85 %, debido a los problemas de polarización y precipitación de sales.
Desde entonces, se ha investigado en factores como la polaridad, los materiales, tipos y disposición de los separadores y las colas utilizadas como adhesivos, de tal forma, que se han conseguido membranas resistentes al ensuciamiento (fouling), operables a elevadas temperaturas, y a valores extremos de pH y moderada concentración de oxidantes.
Recientemente, se han desarrollado varios tipos de membranas que además de resistir más a los cambios de pH, y presentar una mayor resistencia al ensuciamiento, pueden trabajar a presiones muy altas, lo que permite operar con concentraciones salinas muy elevadas.
Existen factores como la fuerza iónica de las disoluciones y la necesidad de tiempo de permanencia para la generación de gérmenes de precipitación y cristalización de las sales, que ha permitido llegar hasta rendimientos de permeado superiores al 95 %, dependiendo de la salinidad y del tipo de agua a tratar.
OBJETIVO: EL VERTIDO CERO
Los rechazos de las plantas de ósmosis inversa siempre han representado un problema por su elevada salinidad, y se hace difícil poderlos verter. Únicamente los puntos cercanos al mar disponen de este posible destino para su vertido, y dentro de un marco regulador exigente.
Así, la mejor opción desde el punto de vista medioambiental es el vertido cero, no obstante y aunque se podía reducir el volumen de efluente hasta un 15 % del agua bruta ( conversión 85%), el caudal resultante seguía siendo elevado como para pensar en un proceso evaporativo, por su importante coste de instalación y de energía; además, en muchos casos se requiere ir a varias etapas de evaporación para llevar a unas concentraciones que hagan que el concentrado se puede considerar como un residuo exportable a vertedero ( Concentración > 30%)
La búsqueda de las mejores tecnologías disponibles ha permitido el desarrollo de las membranas de ósmosis inversa (p.ej. membranas Fortilife), y hace sensiblemente y más viable el aproximamiento al ideal vertido cero, ya resulta un caudal de concentrado del orden del 5 % del de aporte.
Con un factor de concentración sensiblemente más elevado (Fc >20). En estas condiciones, se hacen más factibles, tanto técnica como económicamente, los sistemas de reducción de volumen y aumento de concentración de los efluentes residuales hasta el punto de hacerlos sólidos, lo que se consigue con técnicas de evaporación a vacío con bajo consumo energético, en las que Condorchem Envitech tiene probada experiencia.
CARACTERÍSTICAS DE LAS MEMBRANAS FORTILIFE
Se está haciendo un esfuerzo en la diversificación del tipo de membranas de ósmosis inversa a utilizar, dependiendo de la aplicación a que se destinan. A continuación, se exponen las características básicas de las membranas del tipo Fortilife:
Membranas CR 100
Es un tipo de membranas pensada para aguas con restos orgánicos y contenido en solidos en suspensión relativamente altos, como por ejemplo tratamientos terciarios de depuradoras de aguas residuales, o para aguas superficiales (ríos, pantanos, lagos) con un elevado SDI por su contenido coloidal y cargas orgánicas en suspensión.
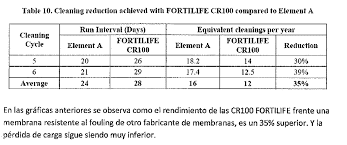
Estas membranas se ensucian menos que las convencionales (aprox. 50%), por lo que su frecuencia de lavado también es menor, y se recuperan mejor con las limpiezas, según se observa en las tablas siguientes:
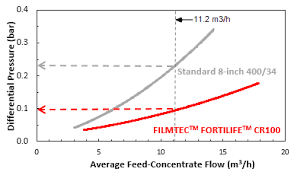
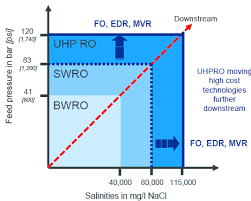
Las membranas CR 100, no están pensadas para trabajar con salinidades altas (TDS < 15 g/l), pues no soportan más de 41 bar de presión, y tienen un buen rechazo de sales, por lo que son idóneas para utilizar en el primer paso de la línea de tratamiento.
Membranas XC 70 / XC 80
Estas membranas, además de ser resistentes al ensuciamiento, y tener un elevado rechazo de sales, pueden soportar presiones de hasta 83 bar, por lo tanto, pueden trabajar con altas salinidades (< 80 g/l) y son adecuadas para estar dispuestas en un segundo o tercer paso del conjunto de membranas.
Membranas XC-N
Son membranas de tipo selectivo que permiten operar hasta 41 bar de presión, con un rechazo de sales del 99%. Presentan bajo ensuciamiento y bajo coste de energía.
Vendría a poderse considerar como una membrana de nanofiltración de alta presión y con las ventajas del tipo Fortilife.
Membranas UHP
Por último, las membranas de Ultra Alta presión (UHP), se utilizan para trabajar en el estadio final de concentración. Pudiendo llegar a presiones de hasta 120 bar y concentraciones muy elevadas (aprox. 120 g/l)
En la siguiente tabla, se ponen en común las características básicas de cada tipo de membrana para poderlas comparar.
Cuadro membranas Fortilife
| Producto | Características | Especificaciones | Ventajas |
| CR 100 | Alta resistencia al biofouling.
Alto rechazo de sales. Baja salinidad (< 15 g/l). |
Caudal permeado= 44 m3/d.
Rechazo sales = 99.7% Presión. Máx, aporte = 41 bar |
Se reducen las limpiezas.
Ensuciamiento por biofouling < 50%. |
| XC 70 | Resistencia al fouling.
Alta salinidad (15 – 70 g/l) |
Caudal permeado= 30,6 m3/d.
Rechazo sales= 99,7% Presión máx. aporte = 83 bar |
Se reducen limpiezas.
Mayor tiempo en funcionamiento. Vida más larga elementos. |
| XC 80 | Resistencia al fouling.
Bajo consumo energía. Alta salinidad (15 – 80 g/l) |
Caudal permeado= 34,2 m3/d.
Rechazo de sales= 99,4% Presión máx. aporte= 83 bar |
Reduce coste energía.
Se incrementa conversión. Se reduce frecuencia de limpiezas. |
| XC-N | Separación selectiva de iones.
Recirculación del concentrado purificado. |
Caudal permeado= 34,1 m3/d.
Rechazo de sales= 99%. Presión máx. aporte= 41 bar. |
Hace el rechazo reutilizable.
Se reduce el ensuciamiento. Bajo coste de energía. |
| UHP | Máxima concentración sales por membranas | Caudal permeado= 28 m3/d.
Rechazo de sales= 99,7% Presión máx. aporte= 120 bar |
Aplicable para tratamiento de aguas de muy altas salinidades , para la obtención de vertido cero |
Para conseguir un diseño optimizado, se propone la combinación de estas membranas en distintas etapas, con el objetivo de simplificar la complejidad de la instalación y reducir al mínimo el tamaño de la instalación de evaporación final.
Así, por ejemplo, si tenemos una instalación de osmosis inversa convencional en dos pasos, y obtenemos una conversión del 85 %, resultará un factor de concentración FC = 1/(1-0.85) = 6,7.
Si partimos de agua con un TDS de 2 g/l, tendríamos que el concentrado tendría un TDS de aproximadamente 13,4 g/l; si el caudal de aportación es ,por ejemplo, de 100 m3/h, deberemos diseñar un evaporador para un caudal de 15 m3/h con un TDS de 13,4 g/l.
Para poder llegar a una concentración de 300 g/l en el residuo, se deberá evaporar en varias etapas, con el coste de inversión y de energía que ello representa.
Supongamos ahora que hemos dispuesto membranas de baja presión y alto rendimiento (CR 100) en un primer paso, luego disponemos membranas XC70/XC80 en un segundo paso, para poder trabajar a alta presión y conversión, y finalmente, disponemos membranas del ultra alta presión (UHP), previo paso por una purificación en el rechazo mediante otras del tipo XC-N.
En este caso, podemos obtener una concentración de sales de aproximadamente, 100 a 150 g/l en un caudal de 1,5 – 2 m3/h, lo que hace mucho más viable su concentración el proceso de evaporación a vacío.
EJEMPLO PRÁCTICO
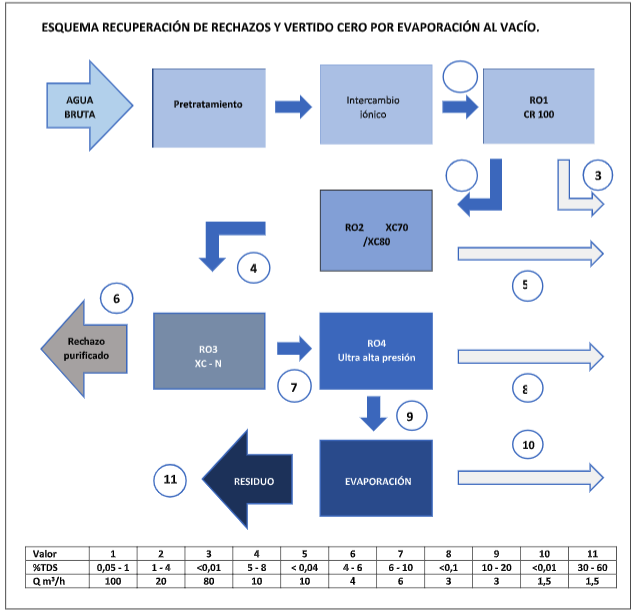
Partimos del rechazo de una planta de ósmosis inversa que toma un caudal de agua bruta de 830 m3/h de un pantano, con un TDS de 1.160 mg/l.
Podemos utilizar membranas CR100, que, por su bajo ensuciamiento, y buenas prestaciones a nivel de rechazo de sales, nos simplificarán la instalación de intercambio iónico que se deberá utilizar para tratar el permeado y alcanzar así nos niveles de salinidad exigidos en la aplicación de este ejemplo (agua desmineralizada para el sector energético).
Demás, en la especificación se pide la obtención de un caudal de 120 m3/h de agua para servicios que deberá tener un TDS <100 mg/l, y es importante la consecución del vertido cero.
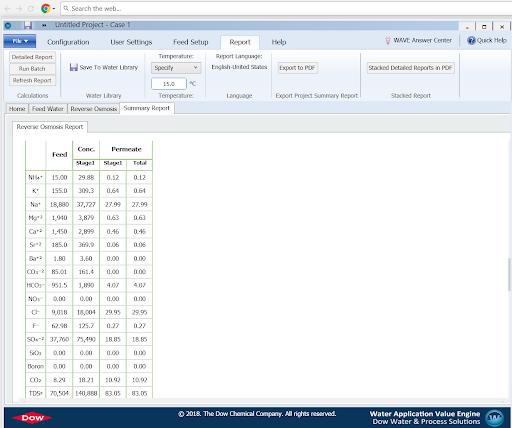
En la siguiente proyección, se parte del rechazo obtenido de la planta de ósmosis inversa con membranas del tipo CR 100, y se observa cómo se combinan las membranas entre sí a fin de optimizar el conjunto, utilizando para ello sistemas búster de bombeo, contrapresiones en el permeado y recirculaciones.
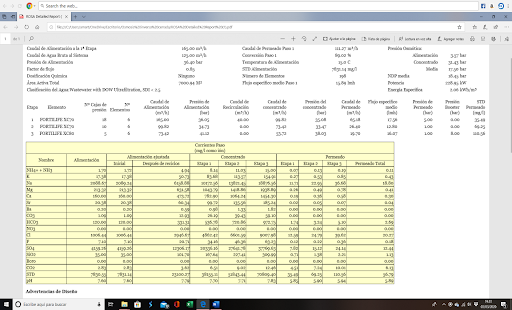
En este caso, la conversión alcanzada es del 89 % y el FC = 9. El caudal de rechazo final sería de 13,7 m3/h y su TDS= 70,8 g/l.
Si calculamos el porcentaje de rechazo sobre el caudal de agua bruta, tenemos = 13,7/830 = 1,65 %, luego la conversión del sistema sería de aproximadamente un 97 – 98 %, pensando en que se consume agua en pretratamiento, lavados … etc.
El TDS del permeado es de 53 mg/l y el consumo energético específico de 2 kW/m3, luego se consigue la calidad deseada para agua de servicios, con un consumo energético adecuado.
Si tomamos el rechazo de este paso y lo sometemos de nuevo a su concentración mediante unas membranas específicas como las UHP, obtenemos una conversión del 50%, que se traduce en un caudal del permeado de unos 6 m3/h y una salinidad de 83 mg/l, mientras que el rechazo tendrá un caudal equivalente y una concentración de 140 g/l.
Convendrá disponer dos líneas de osmosis inversa en paralelo en este paso, a fin de evitar la cristalización de las sales. En este último paso será recomendable trabajar en régimen discontinuo y, cada vez que se pare la instalación, se deberá realizar un enjuague de las membranas y recircular el efluente a cabeza de la instalación.
Vemos que la solución de evaporación a vacío ahora resultaría más adecuada, técnica y económicamente, pues, muy probablemente, se llegará al deseado nivel de concentración exigido en los residuos del 30 %, con un coste de inversión y explotación proporcionado.
En el ejemplo que nos ocupa, es muy probable que exista un retorno de condensados de sus instalaciones, que se puede utilizar para aportar su energía mediante un cambiador de calor; en este caso, un equipo que podría ser aplicable sería de la serie Envidest MVR FF, seguido de un cristalizador.
El caudal de permeado y condesado obtenidos estará muy cerca de los 120 m3/h que se piden para agua de servicios y la salinidad será inferior a los 100 mg/l.
RESUMEN
La evolución tecnología en los tratamientos de aguas está permitiendo alcanzar el objetivo de mínimas emisiones al medio ambiente. Muchos de los efluentes que hasta hace poco de desechaban, o cuyo tratamiento tenía un coste inviable, cada vez se hace más accesible, a la vez que se reutiliza gran parte del agua captada y se reduce el consumo energético.
En este artículo se pone de manifiesto el importante paso que se ha dado en lo relativo a la desalación por ósmosis inversa con su última generación de membranas y su posible simbiosis con la variedad y especialidad de tratamientos evaporativos que se pueden combinar para obtener el mejor resultado.
Bibliografía y consultas en Internet.
https://www.dupont.com/brands/filmtec-fortilife.html
http://www.catedradelagua.uji.es/webcta/wp-content/uploads/2018/02/13_Ponencia_SGallego.pdf
Ingeniero QuímicoFundador de Condorchem Envitech. Prestigioso especialista en ingeniería aplicada a la gestión de aguas residuales y control de emisiones atmosféricas, autor de diversas patentes medioambientales y numerosas publicaciones técnicas.
VER BIOGRAFÍA
