Sections
- Background
- Treatment of syrups in the sugar production process
- Specific reverse osmosis system for this application
- Sugar concentration from the reverse osmosis reject
- Conclusions
Background
Industries are increasingly aware of the need to treat the effluents and waste they produce and optimise their management to reduce their costs and protect the environment; in fact, the trend is to consider them as part of their production processes. These processes usually contain stages that include manufactured product washing and rinsing. This involves losing some of the raw materials and/or finished products which escape down the drain as well as involving costs for purification and fees which are assumed as an expense. These simple facts can affect the competitiveness of some companies against others located in countries with greater or lesser environmental requirements.
The required standard is to have no negative effects on the environment. However, there are many cases where the effluents are re-used after treatment and can even produce marketable by-products, as is the case in the example studied in this article:
Treatment of syrups in the sugar production process
The sugar production process involves obtaining a syrup that is treated, concentrated and then processed to obtain its commercial product status. One of the usual treatments is to demineralise it using specific ion exchange resins.One of the articles in our blog describes the purification system for this particular application.
As part of the demineralisation process, liquid effluents are produced that contain sugars in low/medium concentrations. It is proposed to concentrate these effluents, so that they can be recovered in the process, while also re-using the extracted water, as its sugar content is low. The effluent composition is as follows:
Sugar concentration:
2.5 – 2.8% by weight
Approximate composition of dry matter:
Dextrose (MW 180g/mol): 70%
Fructose (MW 180g/mol): 15%
Maltose (MW 342g/mol): 9%
Higher sugars (MW 350g/mol): 6%
Temperature: 70-75ºC
Other impurities: fine material from ion exchange resins.
Since the flow of these effluents is usually relatively high and there are contaminants to be separated, an intermediate step is required to purify and concentrate them before evaporation and crystallisation. The ideal solution for this is Reverse Osmosis, with specific membranes of suitable materials designed to withstand high temperatures and the operating and cleaning conditions. There are membranes on the market capable of withstanding these conditions if the plastic material collector is replaced by a stainless steel one and the membrane molecular tails are of the food type and are thermostable. Containers, pipes and other fittings must be made of stainless steel and dead spots must be avoided to prevent biological contamination.

Specific reverse osmosis system for this application
The reverse osmosis treatment line consists of:
- Effluent pump for processing
- Filtration with a 50 µm mesh
- 1st stage high pressure pump
- Reverse osmosis (1st stage)
- 2nd stage high pressure pump
- Reverse osmosis (2nd stage)
- Cleaning (CIP) equipment
The equipment will be operated by taking into account the properties of the fluid to be processed using suitable materials (normally AISI 316L). Both the design and the materials used must be sanitised or treated to ensure maximum hygiene in the process, and special care must be taken to ensure the cleanliness and sterility of the unit.
The different parts that make up the facility are as follows:
Pre-treatment
The sugar effluent is pumped to a line (fitted with check and isolation valves) made of AISI 316L. It is proposed to have 2 x 50 µm mesh filters (1 as reserve), also in AISI 316L, operating alternately and automatic switching; a differential pressure gauge, with alarm, which trips the reserve filter to come into service when clogging of the operation filter is detected. An automatic rinsing system ensures the removal of the sugary liquid contained to a tank for recovery, while also allowing for its backwash.
The special arrangement of the internal components of the rear reverse osmosis membranes makes it possible to limit the need for pre-treatment.
High pressure pump
It is recommended to have two multicellular centrifugal pumps (service + reserve), with motors operated by a frequency inverter to regulate its performance, depending on the permeate flow rate.
A rinsing circuit will also be available to remove the sugary liquid from the pump that is left out of service.
Reverse osmosis
The separation system will be by reverse osmosis membranes arranged in two stages, with the support of recirculation pumps at each stage to ensure sufficient hydraulic flow through the membranes.
The membranes will be of composite polyamide, spirally arranged, specific for sugar solutions (e.g. TRISEP brand, 8”x 40”, model 8040T.M6FS6), housed in AISI 316 stainless steel containers with duplicate inlets/outlets (for high flows) in sets of four units. These containers will be arranged in two stages, processing in turn the 1st stage concentrate; the recirculation pumps (with progressive electrostatic starter) will withstand 2 bars of pressure drop. The supply pressure (and therefore the system operation) will be 15-35 bar, at a temperature of 70ºC ± 5ºC.
The chosen arrangement (a continuous multi-stage recirculation system) has the following advantages:
- Maximises the system efficiency and reduces fouling of the membranes.
- Can operate the system at very variable flow rates and concentrations, giving maximum operating flexibility.
- Authorises commissioning and automated shutdowns without any difficulty.
- Ensures maximum efficiency of washes and rinses.
- The (automatic) regulation of system performance will be done through the following control loops:
- Permeate flow rate: acts on the frequency inverter of the high pressure pumps.
- Final reject flow (concentrated): acts on an in-line control valve.
- Need for cleaning: due to the increased pressure drop at each stage (independent or simultaneous cleaning).
In addition, there are two manual valves at the permeate outlets in each stage to introduce back pressures and adjust the flow distribution (productivity) of each stage.
The facility is properly instrumented, so that flows, pressures, temperatures and differential pressures are controlled at all times.
The unit will be automatically run, with automatic valves for rinsing and washing, both for the entire system and each stage.
Cleaning and rinsing equipment
There are simple rinses with water (cold or hot), which occur in line on:
– mesh pre-filters
– high pressure pumps
– complete system
The washes of each stage of the reverse osmosis are collected in a specific recovery tank in the head, with the other solutions (e.g. sterilisation and descaling).
A CIP system with a preparation tank and pump are available for these. Spent solutions can be drained off or returned to the head for recovery if they have no pollutants.
In both cases (washes and rinses), the tank volumes and pump flows are planned with a certain amount of extra capacity.
Operating data
The typical data for the operation of the proposed facility are as follows:
Design concentration rate 5
maximum allowable 8
Permeate sugar concentration 0.14% (design)
Concentrate sugar concentration
under design/maximum conditions 12%/19%
Operating pressure
The working pressure will be about 15 bar (at 75ºC) initially, rising to 30-35 bar at the end of the membrane’s useful life (12-18 months).
Maximum operating pressure: 40 bar (membranes can withstand up to 70 bar).
During the cleaning cycle, the pressure must not exceed 4 bar.
Operating cycles
24-hour operating cycles are planned, divided into:
– Operation : 20 h
– Cleaning and maintenance : ç4 h
Cleaning cycle
The cleaning procedure includes several phases, described below:
Phase 1: Draining
Water/permeate is pumped through until all the sugar water contained in the system is evacuated.
Phase 2: Alkaline wash
A solution of NaOH + non-ionic detergent is prepared in the cleaning tank (pH 10-10.5) at 50°C, and recirculated for 30 min. The solution is removed from the system which is rinsed with water/permeate to a neutral pH.
Phase 3: Acid wash
A solution of HCl is prepared in the cleaning tank (pH 2-2.5) at 50°C, and recirculated for 30 min.
The solution is removed from the system which is rinsed with water/permeate to neutral pH.
Phase 4: Sterilisation
Water/permeate is heated to 80°C in the cleaning tank and left recirculating for 20 min at the same temperature.
The system is ready to resume a new operating cycle.
The concentrate obtained by the reverse osmosis process can be sent to the vacuum evaporator system of the sugar production process (point 7 in the diagram).
Sugar production scheme from sugar cane:
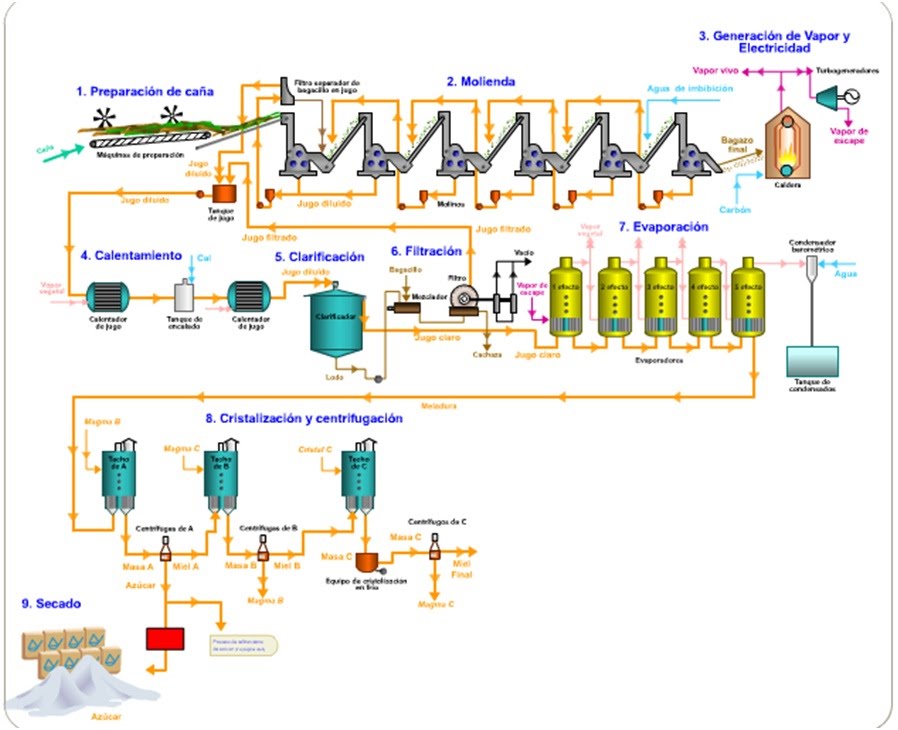
Sugar concentration from the reverse osmosis reject
If it is decided to separate the production of this recovered sugar due to quality issues or the production system capacity, an independent concentration process will be available until a commercial product is obtained.
The treatment consists mainly of:
- Pumping concentrate from reverse osmosis
- Vacuum evaporation
- Crystallisation
- Centrifugation
- Air drying
As can be seen in the attached flow diagram, an appropriate temperature (approx. 70°C) is reached in the vacuum evaporation stage to obtain an approximate concentration of 60% sugar. (At this temperature, the caramelisation of sucrose is prevented).
The resulting product will have a jelly-like appearance that will produce solid sugar after transferring to the crystallising equipment, although still moist due to the presence of syrup. Centrifugation, washing and drying with cold air will produce the crystalline solid of commercial sugar.
The reverse osmosis permeate will contain a residual sugar concentration of approximately 0.14%, which will remain below 0.1% after diluting with the evaporator and crystalliser condensates. This recovered effluent may be used in different process phases and factory services to reduce mains water consumption.
The effluents from the centrifuge and the dryer will have a relatively high sugar concentration, although their volume is small. This effluent can be recirculated to the reverse osmosis inlet or discarded as a system purge.
Conclusions
Thus, we can see that this technology has transformed a highly polluting discharge, from the point of view of a high COD, into a by-product with the recovery of water for processes and services in the factory. In addition, the wastewater treatment plant will have a lower COD effluent to treat, which will reduce its size, operating costs and minimise the environmental impact.
Bibliography:
www.ingenieriaquimica.net/articulos/412-el-proceso-de-obtencion-de-azucar-blanco
https://www.lens.org/lens/patent/044-233-153-943-24X
https://www.ecured.cu/Proceso_de_fabricación_del_azúcar_de_caña
