
Sections
- Definition
- Advantages
- Disadvantages
- Types of Fouling
- Fouling Factors
- Membrane Characteristics
- Operating Conditions
- Medium Characteristics
- Fouling Control Techniques
- Conclusions
Definition
Membrane Bioreactors (MBRs) are a good alternative to conventional biological treatment systems using activated sludge for wastewater treatment.
This system consists of a modification of the conventional sludge system, as it replaces the secondary sedimentation tanks typical of the conventional system with membrane units.
It is composed of a combination of:
- Bioreactor: in which a concentrated suspension of microorganisms degrades the contaminants present in the water.
- Membrane Filtration Unit (0.01-0.04 µm): which separates the biomass from the purified water.
Membrane bioreactors consist of several membranes and a bioreactor. The filtration module can be external or internal to the bioreactor. The difference is that the energy consumption in the external MBR system is ten times higher than in the internal one.
Nevertheless, external MBRs have some advantages over internal ones, such as the ability to clean the membranes in situ, easy access to the modules, the ability to modify the number of modules, and the opportunity to optimize the aeration of the bioreactor to achieve maximum oxygen transfer coefficients.
There is also an innovative configuration of MBRs called Air Lift MBR, which consists of an external MBR, allowing easy access to the membranes and operating with low flows. However, it also has the advantages of an internal system, meaning it has low energy consumption (0.5 kWh/m3).
In short, the membrane bioreactor system is a technology capable of competing with conventional sludge systems, as it allows for high-quality effluent and offers great design versatility.

Advantages
This system is suitable for both urban wastewater treatment and biodegradable industrial wastewater. Most applications of this system are found in the food sector, pharmaceutical, cosmetic sectors, and in landfills.
The main advantages of the MBR system compared to activated sludge are:
- High-quality effluent with low sludge production: operates with a high biomass concentration.
- Relatively small installations: due to the absence of sediments.
Other advantages to consider include:
- Freedom to control the process: allows manipulation of hydraulic and biomass residence times.
- Increased separation: associated with membrane technology.
Disadvantages
The MBR system has one main disadvantage compared to activated sludge:
- High Costs for Prevention and Removal of Membrane Fouling: generates more fouling than other systems due to the medium being subjected to greater agitation compared to the conventional sludge system, resulting in higher production of EPS.
Types of Fouling
The permeability of membranes is influenced by the characteristics of the sludge. The cells present in the sludge can form a layer around the membrane during filtration and create a biofilm that reduces permeability, a problem that can be exacerbated by the deposition of particles and the adsorption of colloidal materials.
Biological factors, such as the presence of nutrients, the age of the sludge, and the level of agitation, affect the production of extracellular polymeric substances responsible for fouling.
Any type of fouling occurs at different stages over time. During filtration, the increase in transmembrane pressure is mainly due to the formation of a cake that obstructs the membrane. Depending on when fouling occurs, the following types can be distinguished:
- Reversible: Fouling caused by the cake obstructing the membrane can be removed with physical cleaning.
- Irreversible: Depends on how tenaciously the dirt adheres to the membrane. In the long term, physical cleaning cannot withstand the initial transmembrane pressure, and chemical cleaning is necessary to remove the fouling.
- Irrecoverable: Fouling can no longer be removed by chemical cleaning, and the gradual increase in transmembrane pressure over a period of years cannot be avoided, defining the membrane’s lifespan.
Fouling Factors
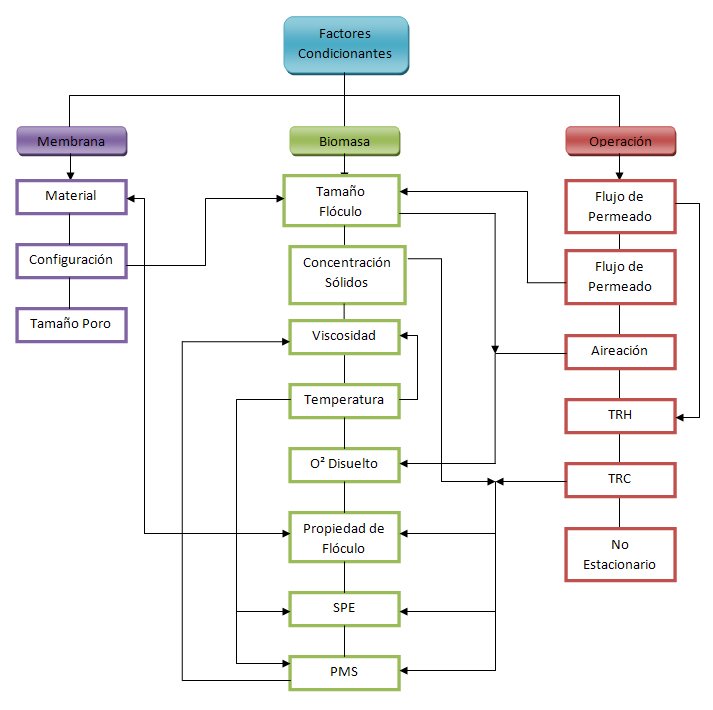
Understanding the main factors of membrane fouling is key to implementing an efficient operational strategy. The factors involved in fouling can be classified into:
- Membrane characteristics
- Operating conditions
- Biomass properties
Considering the speed and type of fouling that membrane bioreactors experience is crucial when deciding on this system for wastewater treatment.
These factors are of great importance, as they condition the costs of operation and maintenance. Therefore, understanding them can be useful to minimize their effects.
Moreover, all parameters involved in the design and operation of a membrane bioreactor affect fouling. In fact, the three aforementioned factors are interrelated.
Next, we will analyze each of them to reduce fouling.
Membrane Characteristics
- Material: The different materials from which membranes are made exhibit different fouling tendencies. Organic membranes foul more easily than those made from inorganic materials. Although the latter are more resistant and less prone to fouling, they are rarely used due to their cost.
- Pore size and distribution: If the particle size is smaller than the pore size, fouling due to pore narrowing must be considered. Therefore, fouling is faster in microfiltration membranes than in ultrafiltration membranes.
- Configuration: The configuration of the membrane affects hydrodynamic conditions but not the filtrability of the sludge. Hollow fiber membranes commonly used in internal MBRs are more prone to fouling than tubular or flat membranes, and they also exhibit greater fouling when installed horizontally rather than vertically.
Operating Conditions
When membrane bioreactors operate at a constant flow, the fouling rate is lower than when working with constant transmembrane pressure. Although constant flow causes irreversible fouling that favors pore narrowing.
- Permeate flow: This is the main operational parameter that conditions fouling, as working with a flow above the specific or critical value results in rapid and irreversible fouling.
- Crossflow: Increasing the degree of turbulence caused by crossflow reduces fouling. However, excessively high crossflow rates can damage the floc structure and promote the release of soluble microbial products into the medium. At low speeds, particles more easily deposit in the larger pores of the microfiltration membrane.
- Aeration: In membrane bioreactors, aeration not only supplies oxygen to the biomass and keeps the active sludge in suspension but also reduces fouling through the continuous friction of bubbles against the membrane surface. It should be noted that overly intense aeration could damage the floc structure and promote the release of soluble microbial products into the medium.
- Cell retention time (CRT): High CRTs imply low permeate flows and little fouling, while low CRTs lead to increased permeate flow and dissolved solids concentration in the medium, resulting in greater fouling. Altering this parameter causes variations in fouling, as it is linked to other parameters.
- Cell residence times (CRT): This is also linked to other parameters, making it difficult to determine its effect on fouling, as it is not a direct cause. Both CRT and CRT affect other factors that are directly related to fouling. Just like with CRT, the lower the CRT, the more fouling occurs. However, a very high CRT also leads to increased fouling, so an optimal CRT is calculated to be between 20 and 50 days.
- Steady-state disturbances: Changes such as variations in flow rate, composition of the water to be treated, and changes in temperature are factors that condition membrane fouling. In short, any non-steady state increases fouling.
Medium Characteristics
- Size distribution: The size of the particles present in the liquid plays an important role in fouling. Suspended solids (flocs and bound extracellular polymeric material) are less significant in fouling than colloids and dissolved material (soluble microbial products).
- Viscosity: Viscosity, which is linked to temperature and solid concentration, also affects membrane fouling and modifies the hydrodynamics of the medium and aeration. If the concentration of solids increases to a critical value, viscosity increases exponentially, and fouling also increases.
- Temperature: The use of low temperatures causes greater fouling, as it increases viscosity, intensifies flocculation, and reduces biodegradation.
- Dissolved oxygen: High oxygen concentrations are usually associated with lower fouling tendencies.
- Floc properties: Less hydrophobic flocs tend to cause less fouling on the membrane surface. However, less hydrophobic flocs are more prone to deterioration, which increases the filtration resistance of the cake.
- Bound extracellular polymeric substances (BEPS): BEPS (building materials of microbial aggregates) represent the main components of the floc and play a crucial role in fouling. There is a direct relationship between BEPS and the specific resistance of the filtration cake, although it cannot be considered individually as a cause of fouling, as it is related to many factors. This factor cannot be directly controlled, so other factors must be regulated to minimize fouling. It is important to highlight CRT, which has an optimal value for minimal BEPS production and to mitigate fouling.
- Soluble microbial products (SMP): This group includes soluble or colloidal biopolymers of cellular origin. During filtration, SMP adsorb inside the membranes, blocking the pores and forming a gelatinous structure on the membrane surface. SMP and floc size are the two aspects that most condition fouling. Currently, there is no fixed method to determine their concentration. As with BEPS, CRT plays a fundamental role regarding fouling. As CRT increases, BEPS, EPS, and SMP decrease. It has also been observed that SMP decreases by minimizing dissolved oxygen and nitrate concentrations in the medium.
Fouling Control Techniques
Membrane fouling is a phenomenon that conditions the operation and maintenance of filtration systems, as it limits the lifespan of the membranes. Techniques to minimize fouling also aim to optimize the properties of the membrane, operating conditions, and biomass characteristics. However, these techniques do not eliminate the need for periodic physical and chemical cleaning of the membrane.
Therefore, addressing fouling control is a vital aspect in the design and use of membrane bioreactors. The necessary actions to keep the fouling rate controlled are as follows:
- Perform periodic membrane cleanings.
- Modify the characteristics of the biomass.
- Optimize operational parameters.
Cleaning the membrane is the simplest method to control fouling. Cleaning can be physical (based on mechanical methods) or chemical (using an oxidizing agent). Physical cleaning is simpler than chemical cleaning, and since no chemicals are introduced, the membrane is not damaged. However, this type of physical cleaning is less effective, as it only acts on reversible fouling, while chemical cleaning also removes irreversible fouling.
On one hand, physical cleaning of membranes can be performed in two different ways: by stopping the permeate flow (relaxation) or by reversing the direction of the permeate flow (backwashing). The backwashing option is incorporated into the design of our MBRs as a strategy to remediate fouling.
This option allows for the removal of most fouling due to pore blockage and part of the fouling caused by the filtration cake. To minimize fouling while saving as much energy as possible, it is important to consider the frequency, duration, and intensity of backwashing. Less frequent but longer backwashes are more efficient than shorter and more frequent backwashes.
Air can also be used in backwashing to increase permeate, but it requires longer and more frequent periods and may compromise the integrity of the membrane. Membrane relaxation, i.e., discontinuous filtration, can also be employed. Although the fouling rate is higher during continuous filtration, relaxation allows for extending the filtration period and postponing the need for cleaning.
Currently, there is a trend to combine discontinuous filtration with backwashing to optimize results. Relaxation without backwashing increases the slow accumulation of dirt but preserves the membrane’s biofilm. This biofilm is more selective than the membrane, so it can be beneficial as long as the resistance is not excessive.
On the other hand, chemical cleaning must be carried out periodically to complement physical cleaning and thus eliminate irreversible fouling. Different types can be differentiated based on their intensity:
- Chemical backwashing (daily)
- Maintenance cleaning (weekly)
- Intensive cleaning (semi-annually)
Preventive Actions:
- Improve the anti-fouling properties of the membrane: highly porous and hydrophilic.
- Optimize operating conditions: maintain operational variables (CRT, CRT, Permeate flow, Aeration, crossflow) controlled to limit fouling, using the following methods: feedback control systems, reducing permeate flow, increasing aeration (without reaching critical values), pretreatment of the water to be treated.
- Prepare the biomass to reduce fouling capacity: biochemically adjust the characteristics of the biomass through control of Cell Retention Time (CRT) or chemically (with the addition of flocculants, coagulants, and adsorbents).
In summary, controlling fouling is key to the optimal functioning of membrane bioreactors, making it necessary to carry out periodic cleanings.
Conclusions
Considering the three main factors on which MBR fouling depends, the most suitable membrane should have a hydrophilic surface with a small and uniform pore size. It should operate at moderate permeate flows, with aeration and a crossflow velocity of 0.5 to 3 m/s.
High CRTs and CRTs of 20 to 50 days are also necessary. Temperatures of 25 to 30 ºC and dissolved oxygen concentrations of 1-2 ppm should be maintained. In summary, situations of stress for the biomass that lead to high concentrations of BEPS and SMP in the medium should be avoided.
