
Sections
- Introduction
- Characteristics of perfumes
- The market for essences and perfumes
- Main chemical compounds used
- Wastewater treatment in the fragrance and aroma industry
- Summary
Introduction
Within the growing market of the cosmetics industry, the perfume sector plays an important role, as a pleasant scent is the perfect complement to a good appearance. It aims to persuade and stimulate consumers through their sensory perception.
To obtain essences and perfumes, systems are used with agents that extract them from many natural products or from organic chemical substances such as hydrocarbons.
These substances used in the industry are usually solvents, alcohols, and oils that easily volatilize and, due to their nature and high concentration, contaminate wastewater and pose difficulties for their treatment and correction.
This article aims to provide an overview of the influence of this sector on the global industry, its trends, and the proposed treatments for the disposal of generated effluents. Condorchem Envitech, as an engineering company dedicated to the treatment of industrial effluents, offers customized solutions for each case.
Characteristics of perfumes
In any case, the production of perfumes starts with essences that are prepared to maintain the product in proper conditions, in combination with fixatives and solvents.
- Aromatic Essences: These are essential oils of natural origin formed by volatile molecules from plants. They are obtained through procedures such as steam distillation or extraction. They can be obtained from many parts of the plant: seeds, flowers, fruits, etc. These essences can also have an artificial nature, as mentioned in this article.
- Fixative: This compound helps to prolong the duration of the perfume, making it take longer to volatilize. They are usually substances with a high boiling point that allows the odoriferous components to remain on the body for a longer time. These substances, in addition to having a fixing power, also have a characteristic odor. The most commonly used vegetable solvents are sage essential oil, vetiver essential oil, patchouli essential oil, and sandalwood essential oil, among others.
- Solvent: The most commonly used solvent for making perfume is alcohol. It constitutes the main component in the perfume formula. To make a natural perfume, cereal alcohol or distilled water can be used. To distinguish between types of perfumes, so-called “olfactory notes” are used.
The market for essences and perfumes
The distribution of exports and imports of these products and their upward trend provide an image of the economic volume represented by this market and its specific weight in each country worldwide.

The culture of each country and its economic capacity also influence the proportion of cosmetics consumption, as indicated in the following graph:

Main chemical compounds used in the production of essences and perfumes; effects on health and the environment
Perfumes occupy an important position in the cosmetic market, becoming products of high added value and significant demand in many countries. The chemicals commonly used in this industry are highly volatile, and their effect on the environment is negative if not properly treated.
The following diagram shows some of the main chemical compounds used in the production of essences; practically all of them have a closed-ring structure, and in many cases, double bonds are present, which indicates the difficulty they pose for biological oxidation:
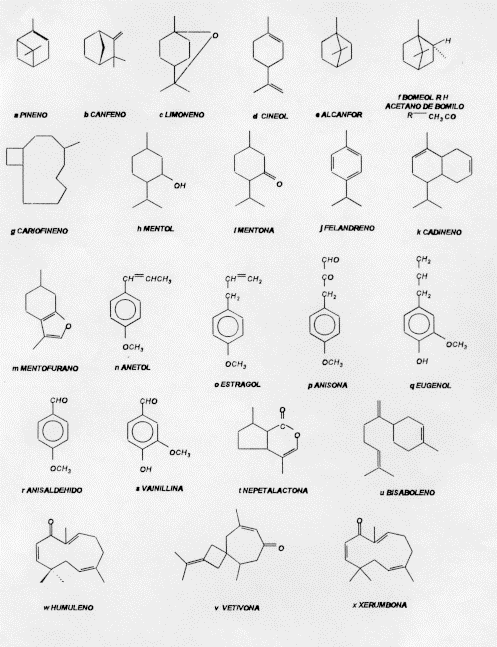
We must not forget the additional problem caused by the presence of these substances in wastewater. For their subsequent use, it will be necessary to implement the most appropriate procedures for the degradation of these substances (often in very small concentrations) that allow efficient and safe reuse of regenerated water.
Wastewater treatment in the fragrance and aroma industry
There are numerous industries dedicated to the manufacture of base substances for aromas and fragrances, which are used in cosmetics and food applications, mainly.
As observed in the previous points, this type of industry uses concentrated products, alcohols, solvents, and oils for their processes, and the resulting effluents contain these highly polluting and volatile substances.
This composition complicates the treatment of these wastewater, as they are loaded with oils, salts, and COD (Chemical Oxygen Demand), which are sometimes refractory to biological treatments.
Let’s take the example of typical discharges from a factory in this sector, with the following analysis:
| Parameter | Unit | Raw Effluent | After Pretreatment | Treated Effluent |
| pH | – | 7 | 6 | 7 |
| Temperature | ºC | 35 | 30 | 25 |
| COD | mg O2/l | 13000 | 10000 | < 250 |
| Conductivity | µS/cm | 10000 | 9000 | <500 |
| Suspended Solids | mg/l | 4000 | 400 | <40 |
| Oils and Fats | mg/l | 2150 | 200 | <5 |
The usual treatment line consists of a pretreatment using physicochemical methods, including preliminary screening, coagulation/flocculation followed by DAF (Dissolved Air Flotation), and then a biological treatment.
Different biological treatments have been used depending on the type of pollutants and their biodegradability. MBBR systems are often successful in this application due to the selectivity of the bacteria formed for the treatment. Anaerobic treatments are also common when the COD load is high.
When the biological process is not applicable due to the high refractory COD, oxidation treatments such as Fenton and AOPs (Advanced Oxidation Processes) are necessary.
In physicochemical processes, it is common to achieve very high reductions in suspended solids and oils and fats (> 90%), and reductions in COD of around 30% of the influent, but the effect on conductivity is minimal, as salinity hardly changes in this treatment, which is mainly focused on separating solids, fats, and colloidal material.
This case corresponds to a study conducted in an industry in the sector of essences and concentrates used for both cosmetics and food. The effluent, in addition to having a high load of volatile COD, also had a very high salinity.
At that time, the option of reusing the discharge for process water and services within the generating industry was considered, achieving practically zero liquid discharge (ZLD).
In this study, a treatment line is proposed that has significant advantages, such as reduced space requirements, obtaining high-quality effluents, and simplicity of operation, with affordable operating expenses based on the availability of excess hot water in the factory.
The line would consist of a physicochemical treatment, which could be similar to the one described for conventional treatments, followed by a two-stage vacuum evaporation system.
In the first stage, a vacuum evaporator with mechanical vapor compression is proposed to reduce energy consumption, followed by a vacuum evaporator with a scraper to separate the concentrate. The resulting residue is a viscous sludge that solidifies when cooled.
The condensate contains a significant COD load, as it is often very volatile in these discharges. The mixed condensate is sent to an intermediate pond for cooling and homogenization.
The proposed biological treatment, as mentioned before, will depend on the compounds present in the COD. As a tertiary treatment, an MBR (Membrane Bioreactor) system is proposed, provided that the effluent allows it, as it produces very clean water that can be reused for services or processes, while maintaining a homogeneous active sludge load in the biological oxidation pond.
With this technology, the installation of a secondary clarifier is also avoided. The obtained sludge can be mixed and sent to a landfill, or segregated depending on its analysis and destination.
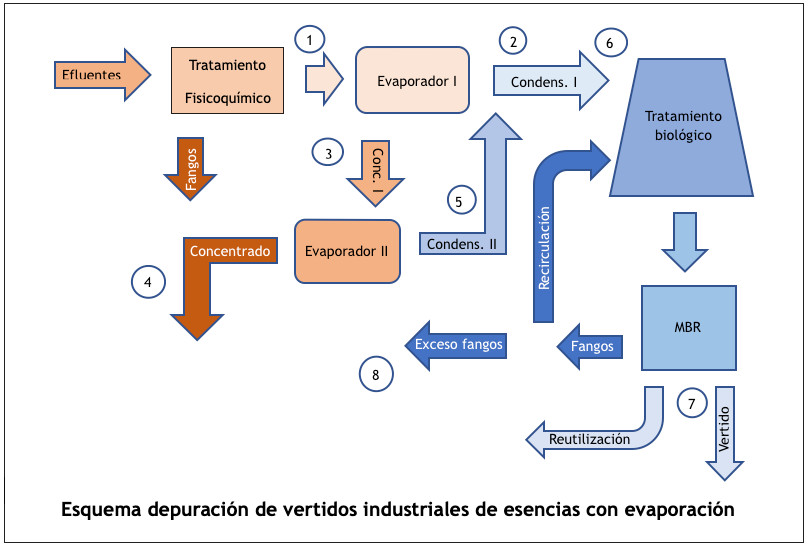
| Concept | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Flow rate (m3/h) | 3 | 2.25 | 0.75 | 0.5 | 0.25 | 2.5 | 2.25 | 0.15 |
| Conductivity (mS/cm) | 9 | 0.3 | 44.5 | 130 | 0.3 | 0.3 | 0.3 | 0.5 |
| COD (mg O2/l) | 10000 | 5000 | 25000 | 44500 | 4000 | 4900 | <250 | 4250 |
Another option would have been to implement a biological treatment and install a reverse osmosis (RO) system as a tertiary treatment. This way, the size of the evaporator required for the concentrate would be smaller than in the base design, but it would not affect the reduction in COD load achieved when placed at the beginning.
If we compare this process with the biological treatment + RO + concentration of reject by vacuum evaporation, we can create the following table:
| Concept | Depuration Efficiency |
Energy Consumption(*) | Space Requirements | OPEX(*) | CAPEX | Environmental Impact | Complexity |
| Evaporation + Biological Treatment | High | Medium | Medium | Medium | High | Low | Medium |
| Biological Treatment + RO + Evaporation | High | High | High | High | High | Low | High |
(*) It is considered that this type of industry has excess hot water available, which favors the reduction of energy consumption in the vacuum evaporation process.
Summary
Within the cosmetics industry, the sector of essential oils, aromas, and perfumes represents approximately 20% of the total, and its consumption is growing.
The compounds used in the production of these products are usually highly polluting and, in many cases, toxic, so the treatment of the effluents generated is often complex and costly, as we start from concentrates that contribute high levels of salinity and organic pollution to wastewater.
Vacuum evaporation treatment is a suitable solution for this type of effluent, as it combines the ability to concentrate to the point of practically solid residues with the separation of volatile COD under those pressure and temperature conditions.
The size of the biological treatment is reduced proportionally, as well as its operating costs and excess sludge generation. Condorchem Envitech has proven experience in this type of solution.
Bibliography and Internet references
https://eacnur.org/blog/perfumes-ecologicos-beneficios/
https://www.virtualpro.co/biblioteca/perfumes-analisis-quimico-de-36-aguas-de-colonia-y-perfumes
https://oec.world/es/profile/hs92/3303/
https://www.academiadelperfume.com/historia-del-perfume/
