Sections
- Scope of application
- Re-use of effluents in a soft drink bottler
- Effluent treatment plants
- Re-use of effluents
- Current trends for minimizing discharges
- Conclusions
SCOPE OF APPLICATION
The food and beverages sector represent 22% of the annual total water consumption in Spanish industry, part of which is the soft drinks segment. In 2018, it produced 4,400 million liters of drinks. The soft drinks industry contributes about €3,800 million of Gross Value Added (GVA) to the Spanish economy and €1,415 million euros in tax. The industry generates more than 71,000 direct and indirect jobs. This type of industry basically prepares and bottles beverages according to very demanding quality protocols, which entail high consumption of washing water and services, as well as the water as the main component of the products themselves.

RE-USE OF EFFLUENTS IN A SOFT DRINK BOTTLER
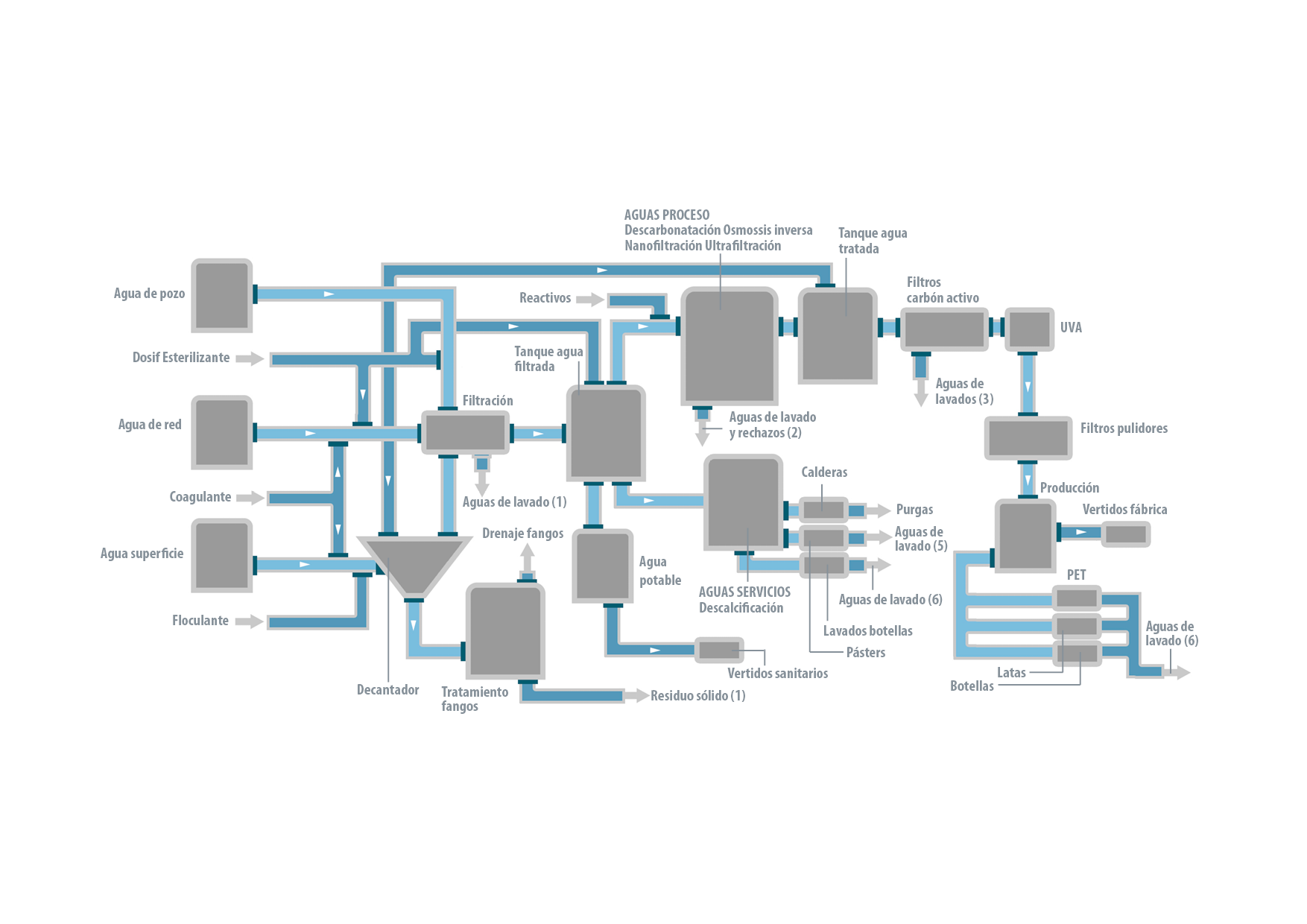
Although each soft drink factory may bottle different products, and the water required may have different origins (e.g. surface, well or mains), there are a series of common processes in its manufacturing lines to generalize a basic scheme relating to the consumption of water of different quality depending on its application (e.g. washing, services or processing). Attached in the annexes is scheme 1, which sets out the three usual sources of water and the treatment to which it is subjected to achieve the parameters demanded by manufacturers for use in their production processes.
The different bottling companies have their own protocols and even mark the water treatment lines to follow to homogenize the quality of their products and comply with the parameters required by the legislation on drinking water. It is usual to follow a so-called multi-barrier treatment, which consists of performing the purification in stages.
3.1 Pre-treatment
If scheme 1 is followed, it can be seen that the water undergoes different complex pre-treatment depending on the supply source. Thus, if surface water (e.g. from a river, swamp or lake) is used, the process begins by removing the suspended solids and colloidal material it usually contains.
The first step is Pre-treatment, which consists of separating gross solids and contaminants. It is usually started with a skimming system (with bars of different lengths), sand removal and removal of floating material, if applicable. Next, initial dispensing of a NaOCl-type oxidizing agent is done followed by physico-chemical treatment, consisting of coagulating, flocculating and decanting the contaminating substances in suspension.
The Coagulation process occurs by neutralizing the colloidal micelles dispersed in the water by adding substances of opposite charge that adhere to them. Aluminum salts such as Al2(SO4)3, aluminum polychloride (PAC) are added, or iron salts, such as Fe3Cl or FeSO4, because of their reasonable cost and lesser toxicity. Sometimes, the pH has to be adjusted so that the coagulation is optimal. The result is the appearance of small solid lumps in suspension resulting from the colloid agglomeration.
The Flocculation process usually occurs in a separate chamber after the coagulation chamber. Flocculating agents are long-chain polymers that bind to small particles forming spongy lumps (flocs) of greater or lesser consistency and size, depending on the origin of the colloids and the type of reagents used.
As organic matter is very probably present, a sterilizing reagent is added. This is usually NaOCl, due to its low cost and high efficiency; however, other oxidants such as ozone O3 are increasingly used, to reduce the formation of chlorine derivatives such as trihalomethanes, whose limit in drinking water is very low (<50 ppb).
The flocs are separated according to their density by decanting or flotation.
The clarifying or decanting devices may be of the conventional or lamellar type, depending on the space available and the density of the flocs to be separated. These techniques are usually used for this type of supply water, but there are cases where low density flocs are produced and a flotation system is required, e.g. dissolved air flotation (DAF) or cavitation air flotation (CAF) are used.
The mass of separated solids is called sludge, and has a concentration in the order of 1% in decantation and over 3% in flotation; thus, there is a need to reduce the volume of this sludge to be able to send it to landfill. This sludge is usually subject to thickening beforehand in a thickener; however, it is difficult to exceed sludge concentrations of 5-8% in this equipment. Dehydration is achieved by centrifugation (Centrifugal Decanters) or by mechanical compression technologies using band filters or press filters. To optimize the drying process, specific flocculants or lime are usually added. The water drained from concentrating the sludge contains a lot of contaminants and is difficult to use; therefore, it is sent to the general plant effluent treatment. The resulting sludge has a dryness of the order of 30% and is sent to landfill.
The clarified water will normally still have some suspended solids giving it a turbidity greater than 10 NTU (Nephelometric Turbidity Units), and will require an additional process to be applied in the next phase of the multi barrier treatment: Filtration
Mains water usually has turbidity levels of about 10 NTU which is approximately equivalent to a Silt Density Index (SDI) of 5, which in many cases exceeds the values required for the following treatment barriers. Well water usually has lower turbidity values (<5 NTU); however, it is customary to have a filtration treatment stage as a preventive measure in both cases.
On occasions, the water coming from the mains network may require coagulating agents to be added to improve filtration.
There are several filtration systems that have been applied, such as sand filters, dual filters and multilayer filters. Each has its peculiarities, but what they have in common is that they work by percolation by making the raw water circulate through a bed made up of one or several filter materials. These filters consume a significant volume of washing water, although part of it can be reused.
When backwashing these filters, in addition to filtered water, it is usual to use the air from a motor blower; thus significantly reducing the amount of washing water and improving its efficiency.
This is a point of possible contaminant impact, so it is washed with heavily chlorinated water.
3.2 Water treatment for services and process
Pre-treated water has two basic destinations in the soft drink industry: services water and process water. Services water is used to feed the boilers, labeller. washing machines, CIP, industrial cold, cooling circuits and several other uses. Water must be descaled to prevent fouling problems, which is done by cation exchangers regenerated with NaCl. The waste produced is abundant and of high salinity.
The other main effluents are: boiler purges, pasteurizer rinsing and washing, CIP and rinsing of circuits and machines for manufacturing and bottling products and bottle washing, which is not recycled in the washing machines themselves.
Process water receives exhaustive treatment to prepare it for the preparation of the factory products. In this section, ion exchange treatment is commonly used to reduce the temporary hardness and alkalinity (HCO3) of the input water (decarbonation) with carboxylic acid type resins. In many cases, where the total dissolved solids (TDS) is higher than that required by the manufacturer’s standards, semi-permeable membrane treatments are used, such as Reverse Osmosis or Nanofiltration. These treatments have proven to be highly effective because, in addition to removing most salts, they reduce other contaminants and biological contamination. However, although these technologies have evolved with forced osmosis, for example, some water must be discharged with contaminants and concentrates (reject); and, when using exchange resins, a relatively large amount of water is required to rinse and dilute the regenerant.
It is of interest to have a large amount of treated water stored, in such a way that maintenance, regeneration and cleaning of the water treatment plant can be performed without affecting factory production. It must also ensure there is enough for peak flow demand, but this also brings with it an increase in the risk of, especially biological, contamination. Therefore, sterilization is required, which usually requires high amounts of oxidant and an efficient internal homogenization system.
3.3 Post-treatment
Treated water will have an excess of oxidant (usually Cl2), which must be removed before reaching production. However, there may also be residues, such as polymer residues, ion exchange resin monomers or other type of micro contaminants that have not been separated by the treatment with semipermeable membranes.
Activated carbon plays an important role in this sense, as it can catalyze Cl2 and retain the micro-particles by adsorption. However, it should also be taken into account that in the lower areas of the columns that house the activated carbon, there are ideal spots for biological contamination to occur: e.g. those with a high surface area, absence of oxidants and a possible abundance of nutrients due to the adsorbing action of activated carbon on organic matter. Therefore, the activated carbon bed has to be sterilized by steam or treated with NaOH solution periodically. These regeneration processes use significant amounts of rinse water.
As an additional safety measure, water treated by carbon filters is usually transported through ultraviolet radiation (UVA) equipment to guarantee the absence of biological contamination. This is usually followed by cartridge filters with filter lights of the order of 1-20 microns to ensure the absence of micro bodies, pyrogens and other types of contaminant that could reach the drink.
In the production process, different types of containers are used for selling soft drinks, such as bottles, PET and cans. It is common to re-use the same bottling line for different products, so any remains of the previous manufacturing process must be removed by rinsing, with the corresponding amount of treated water and production of contaminated effluent.
Drinking water for internal consumption in the factory is usually taken from treated water or mains water. The effluent produced is considered as domestic waste and must have its own separate network.
EFFLUENT TREATMENT PLANTS
Discharges that are not recovered are sent to an effluent treatment plant to purify them according to the limits required by the Water Law at the point of discharge, depending on whether this is a public domain (e.g. a river or reservoir) or a private waste collector taking it to a general treatment plant on an industrial estate or local council.
The fact of reducing discharge volumes by partial use promotes an increase in salt concentration and Chemical Oxygen Demand (COD). Thus, the COD usually accepted years ago was of the order of 1500-3000 mg/L O2, which was sometimes increased to values exceeding 4000 mg/L O2.
The size of Wastewater Treatment Plants (WWTP) is directly related to flow; however, both the energy consumption and the volume of the biological oxidation ponds and sludge production basically depend on the organic load (COD). To minimize these effluents after treatment, they can be re-used in accordance with current legislation (RD 1620/2007, December 7) on the regime of re-use of treated water.
RE-USE OF EFFLUENTS
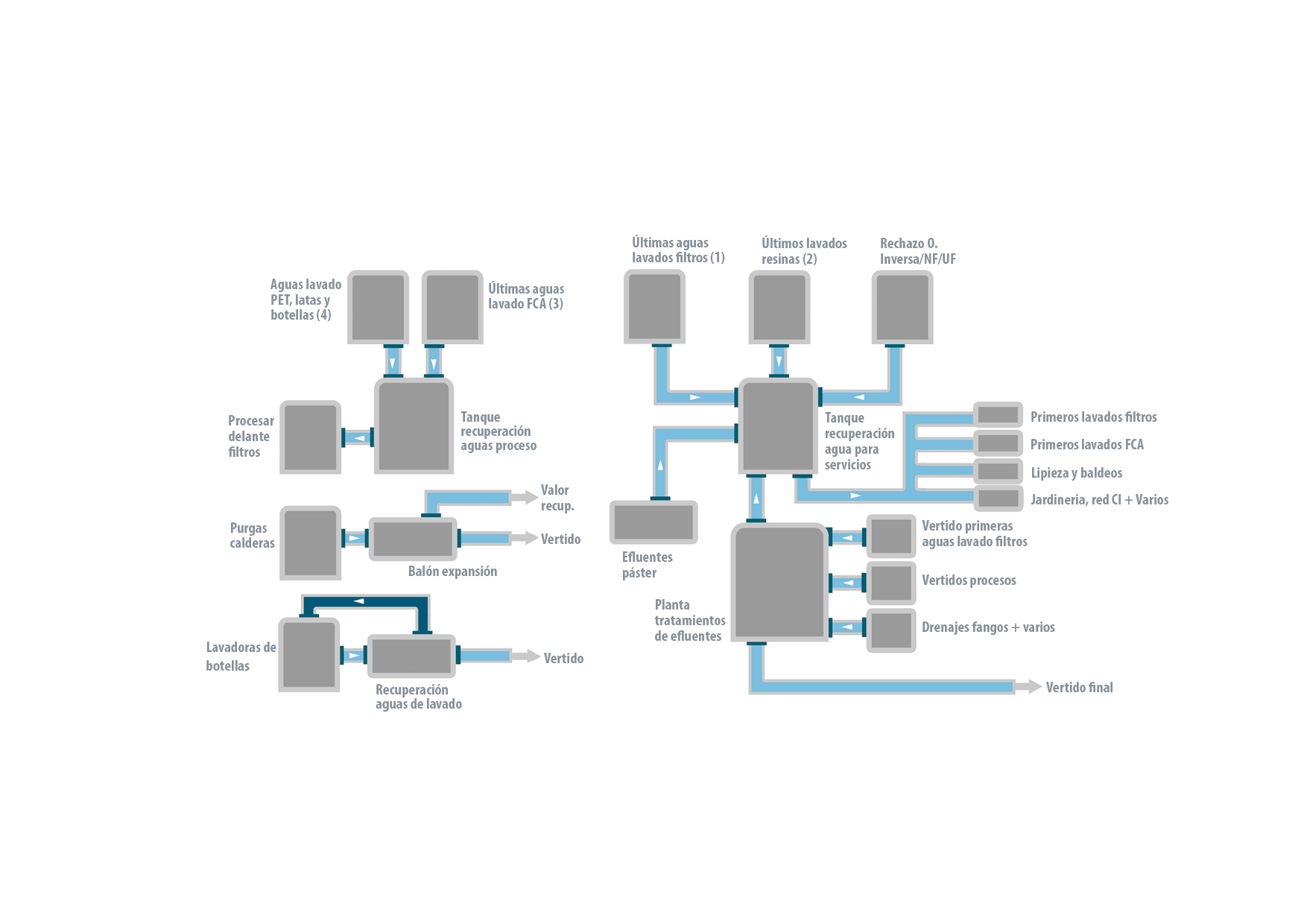
In scheme 2, the effluents usually recovered to reduce the water consumption intake and discharge volume are indicated.
For process water, the last water filter rinse usually has a lower turbidity than the input water, which means they can be mixed in the factory raw water tank. The same occurs with the last activated carbon filter washings, the last container rinses (of cans, PET and bottles) and those of the labelers. These effluents can be sent to the water supply basin for the factory and be reprocessed in the water treatment facilities.
Part of the recovered effluents and others, such as the RO/NF membrane treatment reject water which has a high concentration of salts but little organic and SS concentration, can be reused as auxiliary service waters, as well as the effluent from the final wash of decalcifiers and decarbonators. The water resulting from the mixture may have a quality suitable for the first filter washings or those of the returnable bottles, as well as less demanding destinations in the factory, such as cleaning, washing, gardening, the fire-fighting network or refrigeration and cold circuits.
Unusable or excess discharge would be sent to the wastewater treatment plant (WWTP), along with drainage water, concentrates and process discharges, which usually have a high pollutant load, mainly due to the high COD. So as not to further increase the COD load of the discharge, factories usually send their expired or defective products for external water treatment.
Effluent discharged from the treatment plant must be prepared as indicated in previous points, and in many cases may be used as irrigation water or returned to aquifers and wetlands.
The sludge generated in biological treatment is treated by a thickener, from there to mechanical drying and, after drying, to authorized landfill.
Boiler purges can be used to generate low pressure steam in so-called expansion tanks.
CURRENT TRENDS FOR MINIMIZING DISCHARGES
Using the measures indicated, a high effluent recovery rate (approximately 15%) has been reached since 2010. However, in many cases, the plants have become complicated and significant investments have been made in basins, pumps and circuits, with their corresponding controls of flow, level, turbidity, conductivity, organic matter and pH, for example. Currently, most factories in the sector have assumed objectives of minimal environmental impact for their business and are committed to improvements in available technologies. While representing a relatively high implementation cost, these provide safety and simplicity to the processes and provide a financial return in the short and medium term.
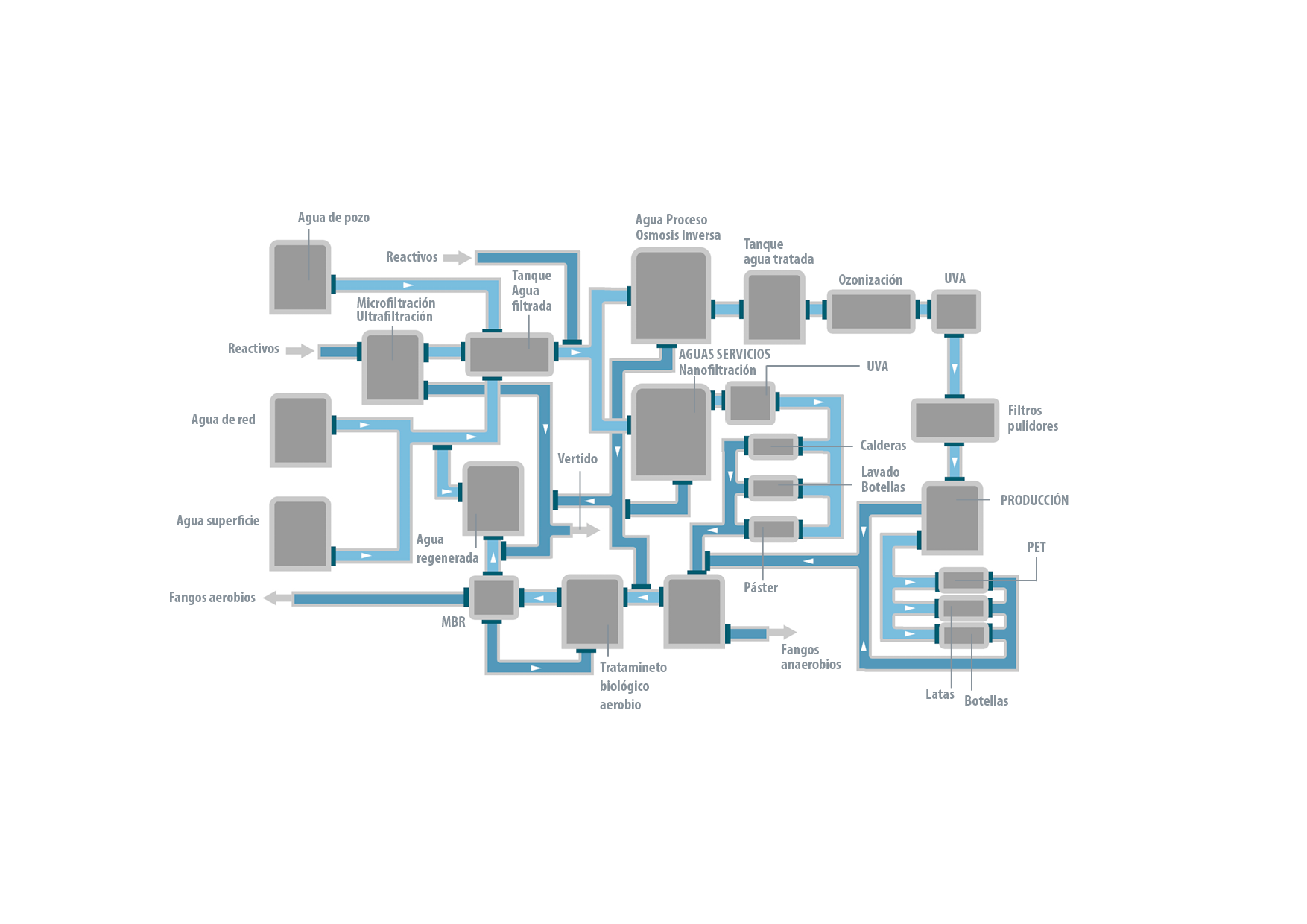
Scheme 3 shows the trends being followed for the recovery of discharges with new technologies.
Some examples are:
Instead of sand or multi-layer filters, plants should install ultrafiltration membranes, which ensure much better filtration cut-offs (approximately 0.02 microns) and a substantial reduction in organic matter and suspended solids. The operating performance of these plants is high (approximately 95%), the space occupied is much less than for filters, and the consumption of reagents is also considerably reduced.
On many occasions, the previous decanting can be saved for surface water, as there are types of UF membranes that work well with high SS loads and thus the production of sludge is also reduced.
The treatment to be carried out to obtain the process or services water depends on its salinity. Thus, for process waters, RO/NF may be used preferentially to ion exchange, as the reagent consumption is minimized due to there being no regeneration of resins; while the removal of organic matter and other micro-contaminants is ensured.
For sterilizing agents, O3 or UV radiation systems instead of NaOCl should be used; and, if the latter is used, the presence of bromates in the industrial reagent should be avoided, due to their low limits in drinking water regulations. Lately, “in situ” NaOCl generation equipment from NaCl has been installed to solve this problem.
Carbon filters are still being used as a safety barrier, but there has been a tendency not to use them, due to their being a source of contamination problems in the final filter bed layers, as explained above. The alternative is to use O3 and the medium pressure UVA being offered.
Given the high COD of effluents and their nature, the latest trend is to use anaerobic wastewater treatment plants of the UASB or EGSB type, which have low energy consumption and high purification efficiency (85-90% reduction of COD). This makes it possible to reach the limits usually required by industrial and municipal wastewater treatment plants (approximately 1,000 ppm O2 COD). In addition, not only does the sludge produced no longer represent a cost due to its treatment, drying and management at landfill, but today there is a market that values it so it is less of a cost. A less positive aspect of the anaerobic process is that it must be at least at 25ºC to work and perform well, but the hot factory effluents (e.g. bottle washes, boiler purges, labeler effluents) can largely compensate for this, while the boilers used to heat the effluent are usually of mixed biogas/fuel consumption, which represent a low energy cost.
When the discharge must be sent to a public channel, it must be treated in an aerobic biological treatment plant, since the limits are much more demanding.
In aerobic biological treatment plants, the decantation or flotation of sludge is being replaced by the MBR membrane system, which makes it possible to obtain very low pollutant effluents, both biological and SS.
These treated effluents are recycled in many cases by feeding aquifers or irrigation waters in accordance with RD 1620/2007, December 7 on the regime of re-use of treated water.
Commitment to the future
There are different entities and organizations working to recycle at least part of the effluents treated as regenerated water, according to current European legislation.
ASERSA (the Spanish Association on regeneration and sustainable water re-use) is perhaps the most representative of them in Spain. Its president, Rafael Mujeriego, is considered an important reference in this sector for his extensive experience. We commented on why the example of the use of reclaimed water as drinking water in Los Angeles or California is not followed, and he said that in our country we are paralyzed by “the dangers” and “the risks”, without the administrative capacity to quantify them and move forward as other countries do. As an example, he gave that of the bottled water campaign by Orange Country Water District; saying here it would be banned and that, in some parts of the United States, it is allowed to make craft beer with reclaimed water.
CONCLUSIONS
It is evident that considerable progress has been made in reducing the discharges and waste from soft drink manufacturers with the available technologies, but that making farther progress is increasingly difficult. The fact that countries such as the United States are re-using properly treated effluents from factories as reclaimed water suitable for human consumption gives a new dimension to water cycles and the reduction of pollutants, which will translate into the benefit of climatic conditions and therefore the future of our planet.
