
Abschnitte
- Abwasser im Bergbau
- Lösungen zur Behandlung von Bergbauabwasser
- Null-Ablaufsystem für die Behandlung salzhaltiger Abwässer
- Vergleich von Zero Liquid Discharge (ZLD) mit anderen Systemen
Bergbau-Extraktionsbetriebe sind zunehmend von strengen Vorschriften bezüglich des von ihnen erzeugten Abwassers und der Notwendigkeit betroffen, keine flüssigen Abfälle zu entsorgen, die die Umwelt beeinträchtigen könnten.
Diese Vorschriften können die Wirtschaftlichkeit ihrer Unternehmen ernsthaft beeinträchtigen, wenn sie nicht die notwendigen Maßnahmen zur Behandlung des erzeugten Abwassers ergreifen.
Die Suche nach der am besten geeigneten und nachhaltigen Abwasserbehandlung im Laufe der Zeit ist eine der größten Herausforderungen, denen sich ein Bergbauunternehmen bei der Aufrechterhaltung seiner Betriebserlaubnis gegenübersieht.
Condorchem Envitech bietet effiziente Lösungen für den Bergbausektor durch fortschrittliche Behandlungsverfahren, die es Unternehmen ermöglichen, sauberes Wasser zur Wiederverwendung oder zur gefahrlosen Einleitung in die Umwelt zu erzeugen.
ABWASSER IM BERGBAU
Abwasser kann in einem Bergbaubetrieb auf verschiedene Weise entstehen, abhängig davon, ob die Mine unterirdisch oder im Tagebau betrieben wird, ob sie eine positive oder negative Wasserbilanz aufweist und abhängig vom Raffinationsprozess.
Bergbauwasser enthält im Allgemeinen folgende Bestandteile:
- Freie Säure
- Anionen, wie Sulfat (SO42-) und Carbonat (CO32-)
- Gelöste Metalle, wie Eisen (Fe), Aluminium (Al), Calcium (Ca), Magnesium (Mg), Mangan (Mn) und Natrium (Na).
- Schwebstoffe
- Chemische Produkte
Das von der Bergbauindustrie erzeugte Abwasser wird auch als Tailings bezeichnet. Tailings enthalten Abfälle aus den Extraktionsprozessen, Wasser von der Ausrüstungsspülung und dem Raffinationsprozess.
Es handelt sich um schlammähnliche Abfälle, die eine Mischung aus feinen Gangartpartikeln, Chemikalien und Wasser enthalten; und werden in vielen Fällen in großen Anlagen, sogenannten Tailings-Dämmen oder -Teichen, gelagert.
Tailings stellen eine bedeutende Umweltverantwortung für einen Bergbaubetrieb dar, da sie große Landflächen einnehmen und mit Metallen kontaminiertes Wasser enthalten, das während des Betriebs oder nach der Stilllegung der Mine behandelt werden muss.
LÖSUNGEN ZUR BEHANDLUNG VON BERGBAUABWASSER
Angesichts der hohen Kosten für die Behandlung und das Pumpen von Abwasser aus einer Mine ist es wichtig, kosteneffiziente Prozesse und Technologien einzusetzen, die helfen, eine unkontrollierte Einleitung von Abwasser zu verhindern, was zu Versalzung und Kontamination von Oberflächen- oder Grundwasser führen kann.
Für die Behandlung der in einem Bergbaubetrieb anfallenden Abwässer stehen verschiedene Technologien zur Verfügung.
Einige dieser Technologien können kombiniert werden, um das effizienteste Ergebnis sowohl aus Umwelt- als auch aus finanzieller Sicht zu erzielen. Die verfügbaren Technologien zur Behandlung von Bergbauabwässern sind im Folgenden aufgeführt:
- Fällungsprozesse: Vorbehandlung, Neutralisation, Metallentfernung, chemische Entsalzung
- Membrantechnologien: Umkehrosmose (RO), Nanofiltration (NF), Elektrodialyse (ED/EDR) und Membrandestillation (MD)
- Ionenaustauschtechnologien (IX)
- Konzentrationstechnologien (Vakuumverdampfung und Kristallisation)
- Biologische Behandlung
- Bewässerung mit belastetem Bergbauwasser
- Gefriertechnologien (eutektische Gefrierkristallisation, hybride Eistechnologie)
- Weitere aufkommende Technologien wie Forcierte Osmose (FO), Entsalzung mit Kohlenstoffnanoröhren, biomimetische Entsalzung und nano-elektrochemische Verfahren.
- Abfallmanagement
Bei der Auswahl einer Lösung ist es sehr wichtig, folgende Faktoren zu berücksichtigen:
- Geschätztes Volumen des zu behandelnden Abwassers.
- Charakterisierung des zu behandelnden Wassers: Feststoffe, Metalle, Salze, flüchtige organische Verbindungen (VOCs), Säuregehalt und Leitfähigkeit zum Beispiel.
- Wasserqualitätsanforderungen für Einleitung oder Wiederverwendung.
NULL-ABLAUFSYSTEM FÜR DIE BEHANDLUNG SALZHALTIGER ABWÄSSER
Bei Condorchem Envitech schlagen wir eine Zero Liquid Discharge (ZLD)-Lösung für die Bergbauindustrie vor, wie gesetzlich vorgeschrieben, um die Einleitung von Chloriden und Sulfaten in die Umwelt zu verhindern.
Eine solche Einleitung ist ein Nebenprodukt des Bergbauprozesses, und die Minderung ihrer Auswirkungen auf die Umwelt ist für den Bergbausektor von entscheidender Bedeutung.
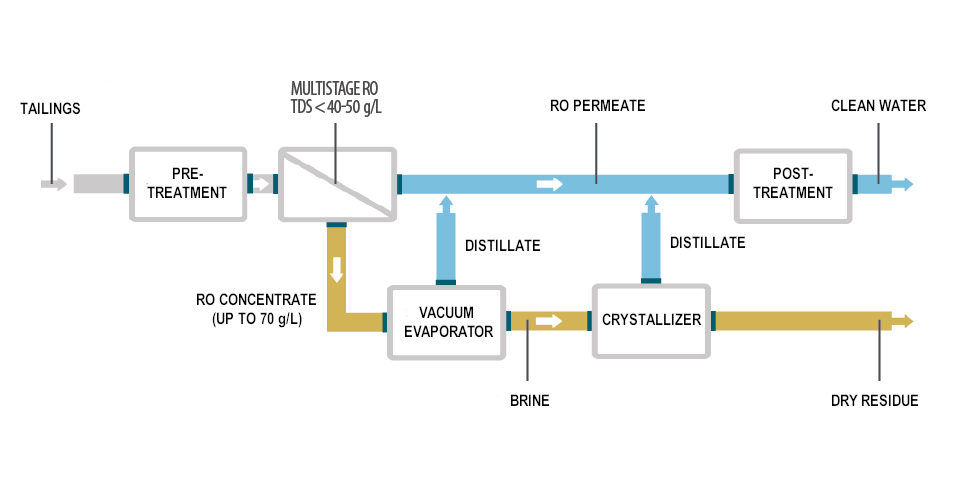
Der Null-Ablauf-Prozess wird durch eine hochmoderne Membranbehandlung durchgeführt, die die Einleitgrenzwerte erreichen kann, gefolgt von einer Behandlung durch Verdampfung und Kristallisation zur Konzentration der Sole aus dem Membranableitstrom.
Stufe 1: Klärung und Enthärtung
Das Abwasser gelangt in Belüftungstanks, die die Fällung gelöster Metalle wie Mangan und Eisen fördern. Anschließend wird es in einen Kristallisationstank überführt, in dem eine chemische Enthärtung zur Reduzierung von Alkalinität und Härte erfolgt. Nach dem Spülen in einem Sedimentationstank wird der Mineralschlamm in ein Entwässerungssystem gepumpt, das ein Druckfilter oder eine Zentrifuge sein kann.
Stufe 2: Vorkonzentration
Ein 1- oder 2-stufiges Umkehrosmose-(RO)-System zusammen mit einem Elektrodialyseumkehr-(EDR)-System führen die Entsalzung durch. Das RO-System besteht aus parallelen Modulen, die jeweils mehrere Umkehrosmosestufen enthalten. Das EDR behandelt den Konzentratstrom der RO-Module und konzentriert diesen weiter bis zu 15 % TDS.
Stufe 3: Thermische Trennung
Der Ableitstrom aus Stufe 2 ist eine konzentrierte Sole, die gelöste Feststoffe und andere aus dem Zulaufwasser entfernte Komponenten enthält. Die Sole wird einem sekundären Enthärtungssystem zugeführt, um Calcium- und Magnesiumionen zu entfernen, bevor sie einem Wärmetrennverfahren zugeführt wird, das aus einem Envidest®-Verdampfer und einem Desalt®-Kristallisator besteht, beide von Condorchem Envitech entwickelt.
Der Verdampfer konzentriert den RO+EDR-Ableitstrom und trennt das meiste Wasser effizient und kostengünstig. Verdampfer und Kristallisator gehören zur MFE (Multiple-Effect Evaporator)-Serie und werden mit Abwärme beheizt: entweder mit Warmwasser oder Dampf aus dem ersten Effekt und Kühlwasser für den letzten Effekt.
Eine weitere Option sind Verdampfer und Kristallisatoren der MVR (Mechanical Vapor Recompression)-Serie, die den bei der Konzentration der Sole entstehenden Dampf komprimieren und diesen Dampf dann im Heizgehäuse zur Wärmeversorgung des Verdampfungsprozesses wiederverwenden.
Die Wahl zwischen einem MFE- oder MVR-Verdampfer hängt von Faktoren wie den relativen Kosten und der Verfügbarkeit von Erdgas und Energie ab.
Der Kristallisator kann direkt mit Niederdruckdampf aus einem Erdgas-Kessel betrieben werden, anstatt mechanische Dampfverdichtung zu verwenden.
Die Sole mit hohem Gehalt an gelösten Feststoffen, die im Verdampfer erzeugt wird, gelangt in den Zulauftank des Kristallisators und wird zur weiteren Konzentration in den Kristallisator gepumpt.
Mit fortschreitendem Verdampfungsprozess steigt die Konzentration der Sole, bis die Lösung übersättigt ist und die Salze ausfallen, was zu einem hochkonzentrierten Sole-Schlamm führt.
Die Zentrifugen entwässern den Solekonzentrat, um einen festen Rückstand zu bilden.
Dieses Solebehandlungs- und Entsalzungssystem erzeugt sauberes Wasser und entfernt flüssige Abfälle vollständig. Das resultierende entsalzte Wasser kann für die Energieerzeugung wiederverwendet oder eingeleitet werden.
VERGLEICH VON ZERO LIQUID DISCHARGE (ZLD) MIT ANDEREN SYSTEMEN
In den meisten Fällen besteht ein Zero Liquid Discharge-System aus einer Kombination von Technologien, die in 4 Hauptgruppen unterteilt werden können:
- Neutralisation
- Entsalzung
- Verdampfung
- Sole- / Schlammbehandlung
Die Hauptmerkmale und Vorteile einer Zero Liquid Discharge-Lösung sind die folgenden:
1. Zero Liquid Discharge (ZLD)-Technologien verwenden Verdampfung und Kristallisation als Referenzprozesse. Diese erzeugen Salz- und Wasserkonzentrate. Dieses Wasser kann im industriellen Prozess oder im Prozess der Grundwassererneuerung wiederverwendet werden. Das Salzkonzentrat kann kristallisiert und als Abfall oder als wertvolle Ressource behandelt werden.
2. Zu den Produkten, die durch Verdampfung zurückgewonnen und recycelt werden können, gehören Lithium-, Natronlauge- und Natriumsulfatkonzentrate.
3. Ein Zero Liquid Discharge-System ist eine gute Option, wenn Wasser knapp ist oder wenn Umweltvorschriften eine hohe Wasserqualität nach dem Prozess verlangen. Diese Systeme können große Abwassermengen behandeln.
4. Die Verringerung des zu behandelnden Abwasservolumens senkt die Abfallbewirtschaftungskosten.
5. Ein Zero Liquid Discharge-System kann das Abwasser vor Ort recyceln, was zwei Vorteile hat: (1) das behandelte Wasser kann wiederverwendet werden und (2) flüssige Abfälle werden nicht in Tanks transportiert, was die entsprechenden zusätzlichen Kosten dieser logistischen Lösung vermeidet.
6. Zero Liquid Discharge (ZLD)-Technologien benötigen erhebliche Energie, obwohl die Nutzung von Abwärme die damit verbundenen Kosten reduziert. In jedem Fall muss eine detaillierte Analyse der Energiekosten und -verfügbarkeit durchgeführt werden.
7. Zero Liquid Discharge (ZLD)-Prozesse haben normalerweise zwei Phasen: eine Vorkonzentrationsstufe und eine Verdampfungs-/Kristallisationsstufe. Die Vorkonzentration kann durch RO, ED/EDR (Elektrodialyse), FO (forcierte Osmose) oder MD (Membrandestillation) erfolgen.
8. MD (Membrandestillation) nutzt den unterschiedlichen Dampfdruck an beiden Enden der Membran, wodurch Wärme- und Stofftransport der flüchtigen Lösungskomponenten, wie Wasser, ermöglicht wird. Es ist eine relativ einfache Methode, die Abwärme nutzen kann.
9. Für eine gute Leistung in Zero Liquid Discharge-Prozessen ist eine Vorkonzentration erforderlich. Die Vorkonzentration wird mit den zuvor genannten Technologien (ED/FO/MD) durchgeführt. Die Vorkonzentrationsphase reduziert den Energieverbrauch in einem Null-Ablauf-Prozess.
10. ED (Elektrodialyse)-Techniken sind optimal für den Betrieb bei hohen Salzgehalten über 70.000 ppm, da sie eine hohe Lebensdauer haben und kostengünstiger sind als Verdampfung/Kristallisation. Ionensperrung wird durch Polaritäswechsel kompensiert. Dies erlaubt jedoch keine Behandlung von Mikroorganismen oder organischen Schadstoffen. Diese Verfahren sind durch eine spezifische Ladungsdichte begrenzt, die zur Dissoziation von Wasser führt und eine Einschränkung für das Verfahren darstellt.
11. Forcierte Osmose (FO) ermöglicht die Behandlung hoher Salzgehalte mit optimaler Energienutzung, da sie thermische Energie aus Abwärme und elektrische Energie kombinieren kann. Der Nachteil ist, dass eine hohe Kontrolle der Schadstoffkonzentrationen erforderlich ist und Konzentrationspolarisation Probleme verursachen kann.
12. Membrandestillation (MD)-Prozesse können bei niedrigeren Drücken und Temperaturen als andere Techniken trennen und Abwärme nutzen. Diese Technik hat weniger Durchflussbeschränkungen durch Konzentrationspolarisation. Als Nachteile hat die forcierte Osmose hohe modulare Kosten; Tenside können Benetzungsprobleme in der Membran verursachen und zu einem niedrigen Permeatfluss im Vergleich zu anderen druckbasierten Prozessen führen.