
Sezioni
- Introduzione
- Ambito di applicazione
- Depurazione del COD negli effluenti industriali
- Trattamento del COD refrattario
- L’ossidazione catalitica e l’evaporazione
- Riassunto
Introduzione
Effluenti non biodegradabili.
Spesso ci troviamo di fronte a scarichi che contengono determinati composti organici che conferiscono a questi effluenti un carattere refrattario per quanto riguarda il loro trattamento biologico.
Questi composti apportano una certa tossicità in funzione della loro concentrazione. L’eliminazione efficace di questi contaminanti organici nelle acque reflue è un problema di grande importanza e la cui soluzione è urgente, poiché riguarda principalmente le risorse naturali dell’acqua.
Questo tipo di inquinamento è dovuto alla presenza di idrocarburi aromatici policiclici (PAH), composti fenolici, idrocarburi alogenati (AOX), BTEX, pesticidi, coloranti, ecc. Tutti possono essere raggruppati comunemente sotto il parametro del COD refrattario.
La Legge 16/2002 di Prevenzione e Controllo Integrati dell’Inquinamento (IPPC), che recepisce la Direttiva Europea 96/61/CE omonima, stabilisce la lista delle principali sostanze inquinanti che saranno obbligatoriamente considerate se pertinenti per fissare valori limite di emissione. Nel caso dell’acqua si distinguono:
- Idrocarburi persistenti e sostanze organiche tossiche persistenti e bioaccumulabili.
- Sostanze che esercitano un’influenza sfavorevole sul bilancio dell’ossigeno (e computabili mediante parametri quali BOD, COD, TOC).
Nella tabella seguente sono riportate le concentrazioni soglia di sostanze rappresentative tossiche per il trattamento convenzionale di ossidazione biologica (fanghi attivi) [IPPC doc. BREF Waste Treatments Industries, 2006].
| Sostanza | Concentrazione di inibizione (mg/L) |
| Cadmio (Cd2+) | 2-5 |
| Bicromato (CrO42-) | 3-10 |
| Rame (Cu2+) | 1-5 |
| Nichel (Ni2+) | 2-10 |
| Zinco (Zn2+) | 5-20 |
| Cloro (Cl2) | 0.2-1 |
| Cianuro (CN) | 0.3-2 |
| Oli minerali | >25 |
| Fenoli | 200-1000 |
| Solfuro di idrogeno / solfuri | 5-30 |
In generale, una concentrazione di COD refrattario nell’effluente residuo tra 500-2500 mg/l inibisce il processo biologico dei fanghi attivi.
Ambito di applicazione
Oltre ai composti indicati nella tabella precedente, si trovano sostanze che ostacolano o inibiscono i processi biologici di depurazione, che sono fondamentalmente i seguenti:
- Carburi alogenati – Naftaleni, antraceni
- Clorammine – Antibiotici
- Oli – Cianuri complessi
- Grassi – Fitotossici
- Idrocarburi – Insetticidi ed erbicidi
- Composti mono e policiclici – Composti aromatici
- Fenoli
E i tipi di industrie in cui solitamente si trovano:
- Chimica organica
- Intermedie e chimica fine
- Petrolio
- Petrolchimica
- Chimica della gomma
- Coloranti
- Insetticidi
- Polimeri
- Pesticidi
- Farmaceutica
In generale, quando il rapporto tra BOD5 / COD di un effluente è < 0,6, è indice di bassa degradabilità e, quanto più basso è questo rapporto, tanto minore sarà la biodegradabilità dell’effluente; si trovano inoltre in forma crescente anche negli scarichi domestici, sebbene a basse concentrazioni.
La tossicità di un effluente si misura in Equitox /m 3 e non deve superare un valore di 25 per poter essere scaricato secondo il R.D. Legge 1/2001, del 20 luglio, che approva il testo unico della Legge sulle Acque, abrogando la Legge 29/1985 del 2 agosto.
Depurazione del COD negli effluenti industriali
Possiamo classificarli in due tipi:
Processi intermedi: A questo gruppo appartengono i trattamenti primari e secondari. Questi sono, fondamentalmente, tutti quei processi che separano una parte degli inquinanti. Un esempio di trattamento primario sarebbe un trattamento fisico-chimico, e uno secondario, il trattamento biologico aerobico o anaerobico.
Le loro rese di depurazione dipendono dal tipo di scarico e dalle tecnologie applicate. Indicativamente, possiamo considerare che, in un trattamento fisico-chimico standard, si separano solo i materiali in sospensione e in forma colloidale, e si stima una resa del 30% di depurazione sul COD totale, il che nella maggior parte dei casi richiederà un trattamento secondario, se non si raggiungono i limiti richiesti.
In un depuratore biologico si opera solitamente con una resa > 90 % di riduzione del COD biodegradabile. Talvolta, gli effluenti offrono resistenza alla biodegradazione poiché i batteri non sono in grado di rompere i legami dei composti organici presenti. Questo si può ottenere con un’ossidazione parziale di questi composti, che favorisce la biodegradazione, ma ci sono altri composti tossici per i batteri e in questi casi il processo biologico non è applicabile.
I trattamenti terziari sono destinati a purificare gli effluenti fino alla loro possibile recuperabilità o scarico. A questo gruppo appartengono i sistemi con membrane MBR, processi di disinfezione o trattamenti con finalità specifiche come la demineralizzazione.
Esistono altri processi utilizzati in applicazioni specifiche, come la separazione di oli o di molecole organiche di grandi dimensioni. Questo sarebbe il caso dell’utilizzo di materiali adsorbenti come il carbone attivo, determinate resine o materiali assorbenti. L’utilizzo di membrane organiche o inorganiche permette la riduzione del COD in sospensione, potendo separare parte del COD solubile con fattori di conversione elevati (70-90%). Si utilizzano anche altre tecniche come l’ossidazione con O3 e le sue combinazioni con catalizzatori. L’ossidazione tradizionale con NaOCl, Cl2, o ClO2 è in disuso per la formazione di derivati del cloro.
L’evaporazione è un processo intermedio per questa applicazione, poiché non decompone il COD dell’effluente (si separano solo parte dei volatili). Questo processo lo concentra potendo arrivare a livello di residuo solido insieme al resto dei sali dell’acqua. Il condensato ottenuto conterrà solo COD volatile e una leggera fuga di sali.
Processi finali : In questi si distrugge il COD per ossidazione o incenerimento, generando CO2 e composti volatili organici (COV) che dovranno essere depurati con un trattamento specifico dei gas. In generale, i costi di installazione e gestione dei processi di ossidazione chimica o incenerimento sono elevati.
In questa tabella confrontiamo i principali sistemi di trattamento del COD degli effluenti:
| Trattamento | Costo energia | Costo reagenti | Residui | Trattam. successivo | Trattam. gas | Costo installazione | Manutenzione | Spazio occupato |
| Biologico | Moderato | Basso | Alto | Sì | No | Moderato | Moderato | Alto |
| Fisico-Chimico | Basso | Alto | Molto alto | Sì | No | Moderato | Alto | Alto |
| Evaporazione | Alto | Basso | Moderato | Sì | No | Moderato | Basso | Basso |
| OHP | Basso | Alto | Basso | No | No | Alto | Alto | Moderato |
| Ossidazione umida | Alto | Basso | Basso | No | No | Molto alto | Alto | Alto |
| OSAC | Molto alto | Basso | Basso | No | No | Molto alto | Alto | Alto |
| Incenerimento | Basso | Basso | Basso | Sì | Sì(*) | Molto alto | Alto | Alto |
Trattamento del COD refrattario
Come indicato, il COD refrattario è quello che inibisce il trattamento biologico negli effluenti. Le tecniche di trattamento utilizzate per eliminare questi contaminanti sono: l’ossidazione umida e l’ossidazione termica (incenerimento).
Le principali tecnologie varianti dell’ossidazione umida sono:
- Ossidazione umida supercritica (OASC)
- Ossidazione umida non catalitica (WAO)
- Ossidazione umida catalitica (CWAO) e, all’interno di questa categoria, l’OHP come processo avanzato.
L’ossidazione umida non catalitica (WAO) è un processo classico in cui l’ossidazione avviene con O2 disciolto proveniente dall’aria o da correnti gassose arricchite in O2, che agiscono tramite il radicale idrossile come agente ossidante indiretto promuovendone la generazione; quando il progetto non è pensato per la generazione di questo radicale, si parla di ossidazione diretta. In questo tipo di ossidazioni della materia organica, alcuni prodotti finali come gli acidi carbossilici, acetico, formico e ossalico, non sono mineralizzabili, ma biodegradabili e rappresentano solitamente il 5-10% del TOC (Carbonio Organico Totale); in questo modo si può limitare l’ossidazione se si tratta di composti non tossici per i depuratori, ma se la loro concentrazione è bassa, questo sistema non può essere utilizzato, e in tal caso devono essere aggiunti catalizzatori per evitare l’operazione in condizioni di pressione e temperatura proibitive. Il limite di COD da trattare è 15 g/l poiché a partire da 20 g/l la reazione è auto-termica.
L’ossidazione umida catalitica (CWAO) si utilizza nei casi in cui è necessario raggiungere una mineralizzazione elevata, ottenuta mediante catalizzatori che aumentano la velocità di reazione di degradazione dei composti organici e inorganici, poiché è anche in grado di ossidare composti come cianuri e ammoniaca utilizzando O2 come agente ossidante. I catalizzatori sono solitamente metalli specifici che permettono di ridurre le condizioni operative (pressione e temperatura) e il tempo di reazione in modo significativo.
L’OHP è un processo di ossidazione umida catalitica che decompone la materia organica presente per reazione con il perossido di idrogeno (H2O2) in ambiente acido a condizioni moderate di pressione e temperatura. Il processo deve essere avviato fornendo calore per raggiungere la temperatura di esercizio (circa 120 ºC), alla quale si forma il gruppo fortemente ossidante [OH]. Una volta avviato il processo e, dato che è esotermico, si mantengono le condizioni operative secondo un complesso equilibrio di controllo con un sofisticato insieme di automatismi. Per far funzionare il sistema devono essere aggiunti preventivamente catalizzatori (normalmente sali di rame e/o ferro). L’ossidazione avviene all’interno di un reattore metallico smaltato. L’energia sviluppata nella reazione viene raccolta tramite uno scambiatore di calore utilizzato per riscaldare lo stesso effluente di alimentazione mantenendo così le condizioni operative adeguate. Successivamente si procede a una regolazione del pH, solitamente con un alcali, e poi si separano i solidi in sospensione (principalmente catalizzatore) per decantazione.
Le rese di riduzione del COD dell’OHP possono essere molto elevate (> 90%). Il suo elevato costo di gestione è determinato dalla domanda di acqua ossigenata. La reazione che determina il consumo di acqua ossigenata è:
CnHm + (4 n + m)/2 => n CO2 + (2n+m) H2O
L’ossidazione umida supercritica (SWAO): Nei processi di ossidazione umida menzionati, l’ossidante primario deve attraversare l’interfaccia gas-liquido. Ciò impone limitazioni al progetto dei reattori poiché deve essere considerata una possibile limitazione alla velocità di trasferimento di materia. Se si supera il punto critico dell’acqua (647,096 K e 22,064 MPa), scompare la differenza tra le fasi e i coefficienti di trasporto raggiungono valori elevati. Questo permette di operare con velocità di reazione molto alte, degradando i composti organici tossici e refrattari all’ossidazione con temperature tra 400 e 650 ºC e tempi di residenza brevi (30-90 sec). Il metodo permette anche di ossidare metalli, ma presenta alcuni aspetti negativi come l’alta corrosività di quest’acqua, che richiede materiali molto speciali per la costruzione delle apparecchiature, e la tendenza a formare precipitati, poiché nell’acqua supercritica molti composti inorganici sono poco solubili.
Per quanto riguarda l’incenerimento, è un processo energeticamente valido dal punto di vista del consumo, poiché utilizza il COD come combustibile, ma deve avere una concentrazione sufficientemente alta da non richiedere l’apporto di altri combustibili, anche se ciò può essere risolto con sistemi intermedi che contribuiscono ad aumentare la concentrazione del COD come nel caso dell’evaporazione o dell’ultrafiltrazione. Il principale inconveniente (*) è che si producono gas tossici (NOx, diossine, furani…), il che obbliga all’installazione di sistemi sofisticati di filtrazione e trattamento dei gas emessi che aumentano i costi della soluzione. Questa tecnologia è molto impopolare per il suo alto potenziale inquinante ed è molto limitata.
Nella tabella seguente sono indicate le caratteristiche di base di ogni tecnologia:
| Tecnologia | Temp/press. Operazione | Rendimento | Limitazioni | Commenti |
| Incenerimento | >800 ºC/Atm. | >99 % | Potere calorifico >3000kJ/kg (COD>200 g/l) | Se potere calorifico minore => aggiunta combustibile. Produce AOX |
| Ossidazione umida supercritica (OASC) | 450 – 560 ºC / > 200 bar | 99,9 % | COD iniziale > 50 g/l | Molto corrosivo. La deposizione di sali provoca blocchi. |
| Ossidazione umida non catalitica | 150 – 300 ºC/ 20-200 bar | 75-99 % | COD iniziale: 0,5 – 15 g/l | Non si raggiunge la mineralizzazione |
| Ossidazione umida catalitica | 120-250 ºC / 5 – 25 bar | 75-99 % | COD iniziale: 10 g/l | Dipende dalla stabilità del catalizzatore |
| OHP | 110 -120ºC / 2 bar | 80- 99 % | COD tra 5 e 50 g/l | Reazione molto esotermica |
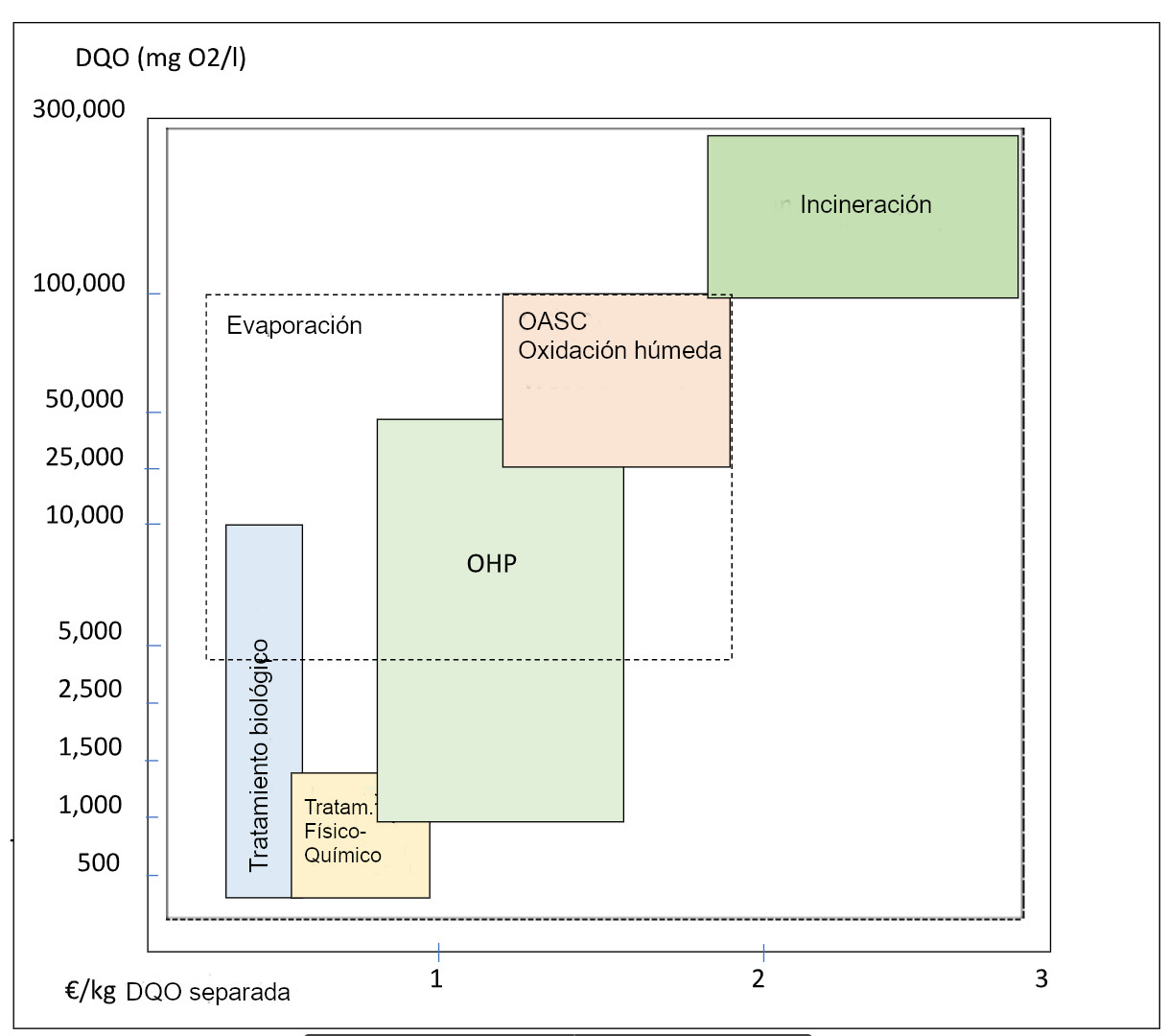
I costi indicativi per kg di COD separato sono indicati nella seguente tabella comparativa:
Grafico 1: Tabella comparativa delle tecnologie e dei costi di separazione del COD refrattario:
L’ossidazione catalitica e l’evaporazione
Nonostante siano tecnologie difficilmente comparabili, il risultato ottenuto con entrambe è un effluente trattato dal quale è stata separata una significativa proporzione di contaminanti organici refrattari. La grande differenza sta nel tipo di residui generati, poiché nell’ossidazione sono residui di tipo minerale provenienti dai catalizzatori utilizzati per la reazione e, nell’evaporazione, i residui saranno composti da tutti i contaminanti dell’effluente concentrati fino al limite di residui solidi, incluso il COD refrattario. Nell’effluente trattato con questa tecnologia (condensato) si troveranno COV. Pertanto probabilmente sarà necessario un trattamento complementare.
Nel processo di evaporazione a vuoto, il costo maggiore è quello energetico. Si possono utilizzare diverse tecniche, ma quella che consente il maggior risparmio energetico è la compressione meccanica del vapore con un consumo di 50 kWh/m3 di effluente. A seconda dell’effluente da trattare, si può raggiungere un’elevata concentrazione, ma se si vuole ottenere un residuo da inviare in discarica, si dovrà arrivare a un 30-35% di secchezza, e a seconda della concentrazione di COD dello scarico di origine; prendiamo come