
ABSCHNITTE
- Einführung
- Prozessbeschreibung
- Anwendungsbereich
- Betriebsbedingungen
- EDI als Alternative zum Ionenaustausch
- EDI Vorbehandlung
- Zusammenfassung
EINFÜHRUNG
In den letzten Jahren konzentrierte sich viel Forschung auf die Entwicklung von Wasseraufbereitungstechnologien ohne den Einsatz von Chemikalien, um Einleitungen mit hoher Schadstoffbelastung zu vermeiden. Es gibt viele industrielle Prozesse, die Wasser von sehr hoher Qualität (Ultrapure) benötigen. Traditionell wurde dies durch Ionenaustauschtechnologien mit synthetischen Harzen erreicht.
Sobald diese mit den im Demineralisierungsprozess ausgetauschten Salzen gesättigt waren, mussten sie mit Säure- und Laugenreagenzien in erheblichem Überschuss regeneriert werden, um eine ordnungsgemäße Leistung sicherzustellen, bevor sie neutralisiert und in die Umwelt eingeleitet wurden.
Derzeit werden zwei komplementäre Systeme als Alternative zu diesem effektiven, aber umweltschädlichen Prozess eingesetzt. Dies sind Umkehrosmose (RO) und Elektrodeionisation (EDI), die Wasser von hoher Qualität liefern und nahezu alle chemischen Reagenzien entfernen, die in Ionenaustauschprozessen verwendet werden.
Elektrodeionisation (EDI) ist eine Technologie, die zwei Wasserreinigungstechniken kombiniert: Elektrodialyse und Ionenaustausch. Obwohl Elektrodeionisation bereits 1957 von Kollsman beschrieben wurde, wurde sie erst 1987 in Prozessen zur Bereitstellung von hochreinem Wasser für die Pharma-, Mikroelektronik- und Energieerzeugungsindustrie in Hochdruckkesseln eingesetzt.
Nach einer gründlichen technischen Überprüfung im Januar 1998 begann die E-Cell Elektrodeionisationstechnologie (bekannt als EDI) nach einem Umkehrosmoseprozess (RO) in der Auslegung von Basissystemen zur Deionisierung verwendet zu werden. Der kontinuierliche Elektrodeionisationsprozess hat sich in den letzten Jahren weiterentwickelt, um die Geräteleistung und deren Herstellung zu verbessern, indem Materialien und Wartungskosten, Platzbedarf und Designkomplexität reduziert und gleichzeitig die Hygiene verbessert wurden.
PROZESSBESCHREIBUNG
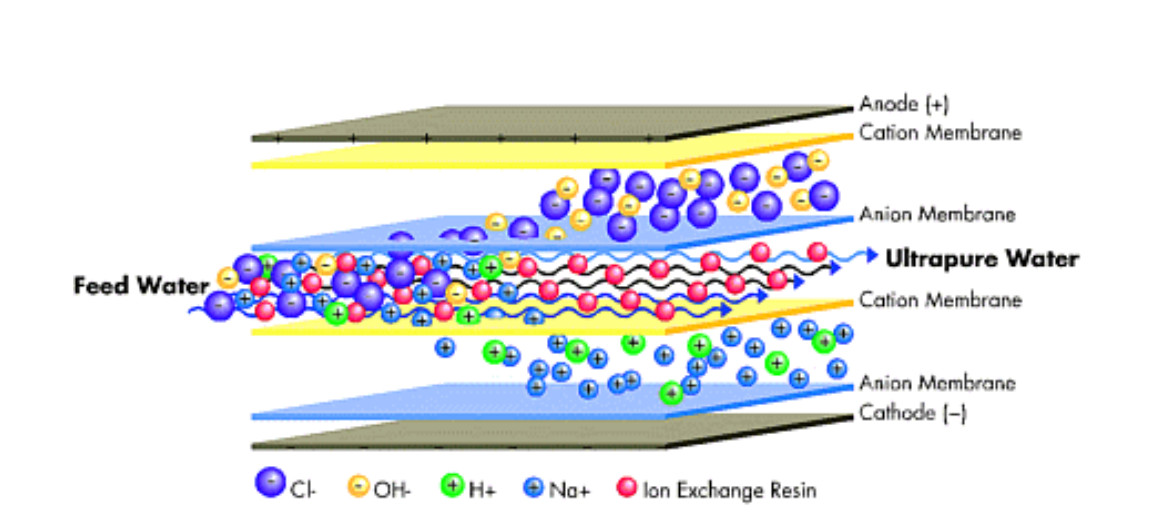
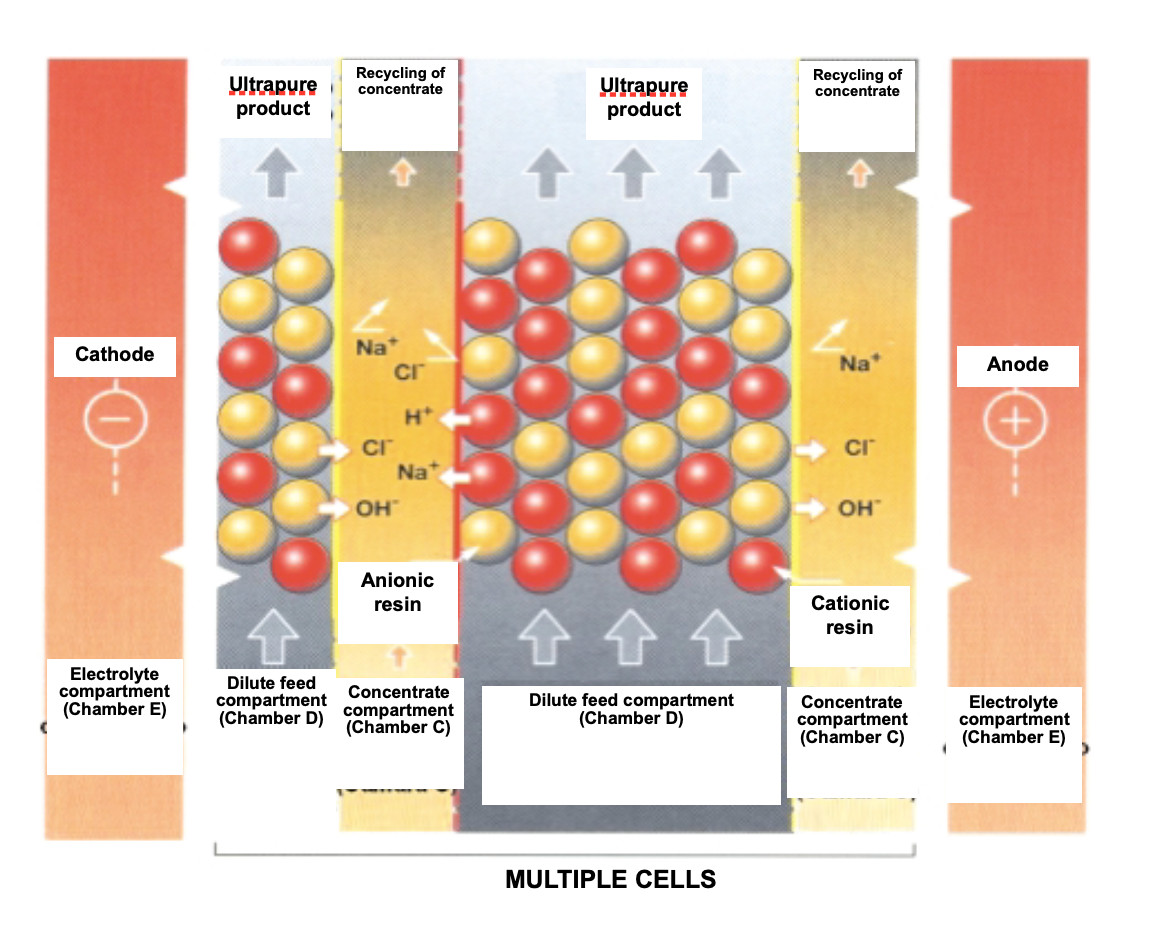
EDI-Anlagen bestehen im Wesentlichen aus einer Kammer mit stark kationischem Harz und einem Anionenaustauschsystem, die in einem Raum (Zelle) zwischen einer Kationenaustauschmembran und einer Anionenaustauschmembran verpackt sind; so dass nur Ionen durch die Membranen passieren können.
Das Wasser tritt durch das Gemisch der Ionenaustauscherharze ein und gleichzeitig speist eine externe Stromquelle Gleichstrom durch Elektroden (Kathode und Anode).
Die Gleichstromspannung erzeugt eine Zirkulation durch das Harz, die die Kationen zur Kathode und die Anionen zur Anode zieht. Auf dem Weg der Ionen zur Membran können sie in die Konzentratschächte gelangen, aber nicht näher an die Elektrode herankommen. Sie werden durch die angrenzende Membran blockiert, die ein Harz mit derselben festen Ladung enthält.
So entfernen die Ionenaustauschmembranen elektrisch die Ionen aus dem Zulaufwasser und übertragen sie auf die Konzentrate, die beide Ionenaustauschmembranen verlassen; wodurch hochqualitatives deionisiertes Wasser erzeugt wird.
Regeneration der EDI-Ionenaustauscherharze
EDI entfernt Ionen aus dem Wasser, während die zwischen den Membranen enthaltenen Ionenaustauscherharze mit elektrischem Strom regeneriert werden. Diese elektrochemische Regeneration nutzt ein elektrisches Potential, um den Ionentransport durchzuführen und ersetzt die chemische Regeneration konventioneller Ionenaustauschsysteme, die bekanntermaßen mit Säure und Natronlauge erfolgt.
Innerhalb des Zulaufbereichs helfen Ionenaustauscherharze, Ionen in den Konzentratschacht zu transportieren. Während die Ionenkonzentration im Wasser abnimmt, erfolgt eine Dissoziation des Wassers an der Grenzfläche zwischen Kationenaustausch und Anionenaustausch, wodurch ein kontinuierlicher Fluss von Wasserstoff- und Hydroxylionen entsteht. Diese Ionen regenerieren die Ionenaustauscherharze in diesem Bereich und halten die Harze am Ausgang in einem hoch regenerierten Zustand, der erforderlich ist, um die gewünschte hohe Wasserqualität zu erzeugen.
Energieverbrauch
Die Betriebskosten eines EDI-Systems basieren auf der benötigten elektrischen Leistung. Allerdings entfallen fast immer die meisten der gesamten Betriebskosten auf den Stromverbrauch der als Vorbehandlung eingesetzten RO-Anlage. Die durchschnittlichen Kosten für den von EDI verbrauchten Strom liegen bei etwa 0,3 kW/m3 behandeltem Wasser.
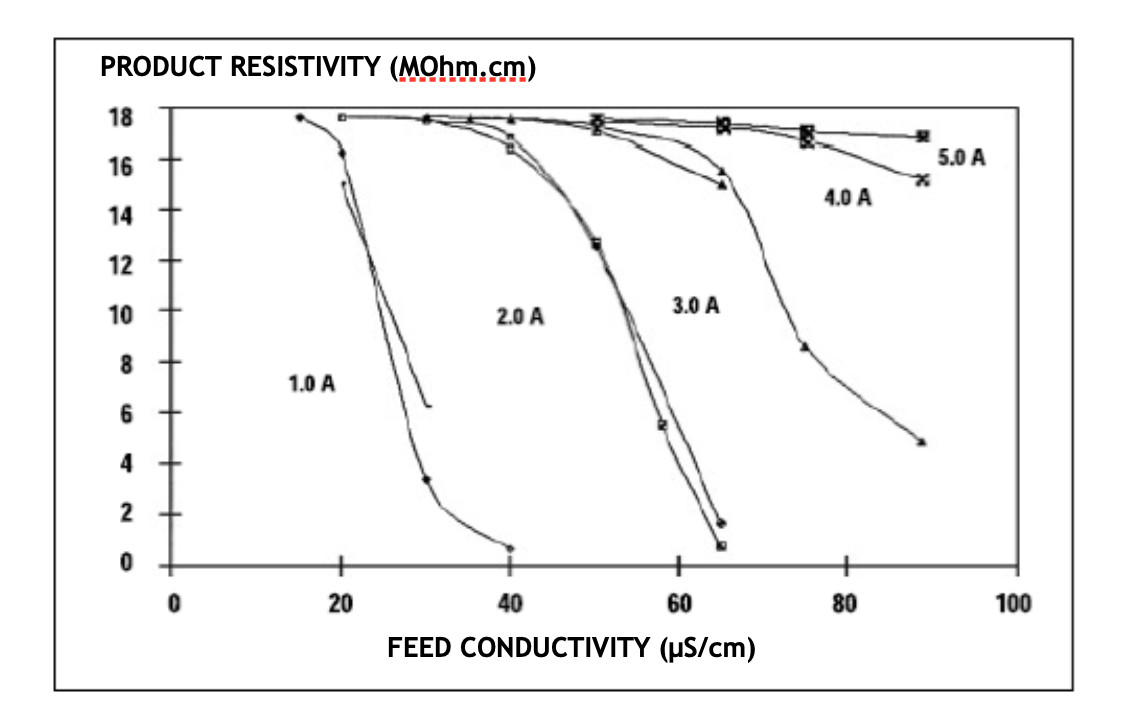
Das folgende Diagramm zeigt das Reinigungsverhalten von EDI in Abhängigkeit von der Qualität des Zulaufwassers und dem angelegten Strom. Je nach Qualität des erhaltenen Wassers ist es in allen angegebenen Fällen praktisch asymptotisch:
Anwendungsbereich
EDI hat ein breites Einsatzfeld in den folgenden Sektoren: Veterinärmedizin, Kosmetik, Biotechnologie und dort, wo es kurz gesagt die Endbehandlungen für hochreines Wasser ersetzt; jedoch sollte seine prioritäre Nutzung in den folgenden drei Bereichen hervorgehoben werden:
- Pharmaindustrie
- Energieindustrie
- Mikroelektronikindustrie
Tatsächlich werden die Module je nach Anwendung hergestellt; betrachten Sie die folgenden Beispiele:
Pharmaindustrie
Das Zulaufwasser für viele Prozesse und Reinigungen in der Pharmaindustrie erfordert Wasser von sehr hoher Qualität, wie sie durch die verschiedenen pharmakopöischen Vorschriften geregelt ist; insbesondere die US-Pharmakopöe (USP) und die Europäische Pharmakopöe (PhEur). Die US-Pharmakopöe definiert zwei Wasserqualitäten: gereinigtes Wasser (PW) und Wasser für Injektionen (WFI). Die Europäische Pharmakopöe definiert 3 Wasserkategorien: gereinigtes Wasser, Wasser für Injektionen und hochgereinigtes Wasser.
| US Pharmacopeia Spezifikationen | ||
| USP28-NF23 PW Gereinigtes Wasser | ||
| Leitfähigkeit | < 1,1 μS/cm bei 20ºC | |
| Bakterien | <100 KBE/ml | |
| Gesamter organischer Kohlenstoff TOC | <500 μg C/l | |
| Wasser für Injektionen (WFI) | ||
| Leitfähigkeit | <4,3 μS/cm bei 20ºC | <1,1 μS/cm bei 20ºC |
| Bakterien | <100 KBE/ml | <10 KBE/100 ml |
| Gesamter organischer Kohlenstoff TOC | <500 μg C/l | <500 μg C/l |
| Endotoxine nach LAL | – | <0,25 EU/ml |
Die fortschrittlichsten Systeme kombinieren die Technologie der Umkehrosmose und kontinuierlichen Elektrodeionisation in sanitisierten Heißwassersystemen (80ºC) gemäß den US- und Europäischen Pharmakopöen sowie FDA-Standards.
Energieindustrie
Die Wasseraufbereitung für den Betrieb von Hochdruckkesseln und die Dampferzeugung zur Stromerzeugung erfordert die Auslegung von Anlagen mit hoher Wasserqualität. Das konventionelle Design basiert auf der Verwendung von Ionenaustauschkaskaden mit kationischen und anionischen Säulen, gefolgt von Mischbetten, die Leitfähigkeitswerte unter 0,10 μS/cm und eine Siliziumdioxidkonzentration (SiO2) unter 0,10 μg/L liefern können (diese Parameter werden insbesondere für Turbinen zur Stromerzeugung gefordert).
Designs, die auf einer Kombination aus Umkehrosmose und kontinuierlicher Elektrodeionisation basieren, haben zu einer Reduzierung der Betriebskosten, der Eliminierung des Umgangs mit korrosiven Produkten, der Verringerung der Umweltbelastung durch Wegfall der Regenerationsabwässer von kationischen und anionischen Harzen sowie zur Gewährleistung einer größeren Stabilität der erzeugten Wasserqualität im Vergleich zum konventionellen Design geführt.
Mikroelektronik
Die Halbleiterproduktion in der Mikroelektronikindustrie erfordert ebenfalls Wasser von höchster Qualität und Reinheit. Die Qualitätsspezifikationen verlangen nicht nur Widerstandswerte von bis zu 18 MΩ-c, sondern auch die Reduzierung von gelöstem organischem Kohlenstoff, Silizium, Bor, Bakterien, Partikeln über 0,05 μm und Metallen nahe den Nachweisgrenzen.
BETRIEBSBEDINGUNGEN
Beispielsweise verfügt die E-Cell™ MK über: Ultrapures Wasser für die Energie- und Halbleiterbranche sowie die Industrie im Allgemeinen.
| Nennrückgewinnung | 90-95% |
| Energieverbrauch | 0,05 bis 0,4 kWh/m3 |
| Zulaufdruck | 3,1 bis 6,9 bar |
| Erzeugte Wasserqualität | > 16 MOhm cm |
| Silizium am Ausgang | < 5ppb |
| Versorgungsspannung | 480VAC/3/60Hz/400VAC 50Hz |
Wasserqualitäts-Eingang und EDI-Produkt
| Parameter | RO-Ausgang | EDI-Ausgang | EDI, % Rückhaltung |
| Anionen bestimmt durch IC (µg/L) | |||
| Chlorid | 750 | <0,02 | >99,99 |
| Nitrat | 58 | <0,02 | >99,96 |
| Phosphat | 27 | <0,02 | >99,92 |
| Sulfat | 210 | <0,05 | >99,97 |
| Kationen bestimmt durch IC (µg/L) | |||
| Natrium | 1100 | 0,24 | >99,97 |
| Ammonium | 7 | <0,05 | >99,28 |
| Kalium | 26 | <0,02 | >99,92 |
| Calcium | 6 | <0,02 | >99,66 |
| Metallspuren bestimmt durch ICP-MS (µg/L) | |||
| Aluminium | 0,22 | <0,003 | >98,63 |
| Bor | 13 | <0,05 | >99,61 |
| Lithium | 0,05 | <0,002 | >96,00 |
| Mangan | 0,03 | <0,002 | >93,33 |
| Kalium | 23 | <0,1 | >99,56 |
| Rubidium | 0,04 | <0,001 | >97,50 |
| Silizium | 110 | <0,5 | >99,54 |
| Natrium | 1300 | <0,26 | >99,98 |
| Zink | 0,09 | <0,005 | >94,44 |
EDI ALS ALTERNATIVE ZUM IONENAUSTAUSCH
Die klassischen Systeme bestehen im Wesentlichen aus Austauschssäulen, die mit kationischen Harzen beladen sind, gefolgt von Säulen mit anionischen Harzen, die Qualitäten von bis zu 1 MΩ·cm erreichen. Wenn eine höhere Qualität erforderlich ist, muss das System zusätzliche Säulen mit einer Mischung von Harzen und sogenannten Mischbetten haben, die Qualitäten bis zu 18 MΩ·cm erzeugen können. In solchen Systemen wird eine hohe Wasserqualität erreicht, aber es werden auch große Mengen an Säure und Natronlauge für die Regeneration benötigt.
Durch den Einsatz von Umkehrosmose als Vorbehandlung für das Zulaufwasser zu den Harzen wird der Reagenzienverbrauch stark reduziert; der aktuelle Trend ist jedoch, regenerierende Reagenzien vollständig zu entfernen, indem EDI als Endbehandlung eingesetzt wird.
EDI ist eine effektive Alternative zu gemischten Ionenaustauschbetten, die unmittelbar nach einer Umkehrosmose-Stufe in eine Basissystem zur Deionisierung integriert sind. Die Kombination RO/EDI reduziert Investitions- und Betriebskosten erheblich.
Einige der Vorteile von EDI gegenüber konventionellen Ionenaustauschsystemen sind:
- Wegfall von Chargenprozessen und Bereitstellung konstanter Wasserqualität
- Keine Bedienereingriffe erforderlich
- Keine komplexen Betriebsverfahren
- Verkürzte Inbetriebnahmezeit und Platzbedarf
- Reduzierte Anlagenanforderungen
- Geringer Wartungsaufwand
- Weniger Platzbedarf
- Optimierte Redundanz
- Einfache Transportierbarkeit
- Modularität
- Keine gefährlichen Ableitungen
- Keine Neutralisation der Ableitungen erforderlich
- Recyclingfähige Ableitungen (Konzentrat)
- Umweltfreundlich
- Unterstützt die Einhaltung von ISO 14000.
Die folgende Tabelle schlägt einen Vergleich zwischen beiden Deionisierungssystemen vor:
| Elektrodeionisation | Ionenaustausch | |
| Chemikalieneinsatz | Keine Chemikalien; Regeneration elektrisch | Ja, Verwendung von Laugen und Säuren |
| Kontinuität | Regeneration ist kontinuierlich | Standby-Ausrüstung erforderlich |
| Wasserqualität | Erfordert Zulaufwasser hoher Qualität, < 60 µS/cm | Höhere Zulauftoleranz |
| Wassergewinnung | 80-95% | 95-98% |
| Ableitung | Keine gefährlichen Abwässer, pH-neutral und < 300-400 µS/cm | Ableitungsneutralisation erforderlich |
| Wartung | Elektrodenwechsel | Geringer Wartungsaufwand |
| Investitionskosten (CAPEX) | Ähnliche Kosten | Ähnliche Kosten |
| Betriebskosten (OPEX) | Niedrigere Kosten, Einsparungen bei Chemikalien und Regenerationsausrüstung | Höhere Kosten |
EDI VORBEHANDLUNG
Wie bereits erwähnt, bietet EDI zwar wichtige Vorteile gegenüber dem Ionenaustausch, hat aber auch seine Einschränkungen; diese beruhen im Wesentlichen auf der Anfälligkeit für Verschmutzungen und den hohen Konzentrationsfaktoren (CF = 10), die einer Umwandlung von 90 % entsprechen.
Die Begrenzung der Wasserhärte ist für beide Systeme sehr bedeutend. In Mischbetten sollte die Gesamthärte 4-5 ppm als CaCO3 nicht überschreiten, während sie für EDI < 1 ppm CaCO3 betragen sollte.
Ein weiterer wichtiger Parameter, insbesondere für EDI, ist die Konzentration von freiem CO2, da diese den maximal erzielbaren Wirkungsgrad begrenzt. Um beispielsweise eine Umwandlung von über 90 % zu erreichen, sind weniger als 10 ppm erforderlich; zudem ist die Konzentration dieses Gases im Umkehrosmose-Permeat deutlich höher, da es die Membran auf der Permeatseite durchdringt und somit das osmotisierte Wasser einen sauren pH-Wert aufweist, da das Gleichgewicht zwischen HCO3 und CO2 verschwindet.
Es gibt 2 Möglichkeiten, dieses Problem zu lösen:
Vorbehandlung mit 2 Umkehrosmoseschritten
Dies besteht darin, zwei Umkehrosmoseschritte anzuordnen, wobei der zweite mit dem Permeat des ersten gespeist wird, nachdem der pH-Wert mit NaOH eingestellt wurde.
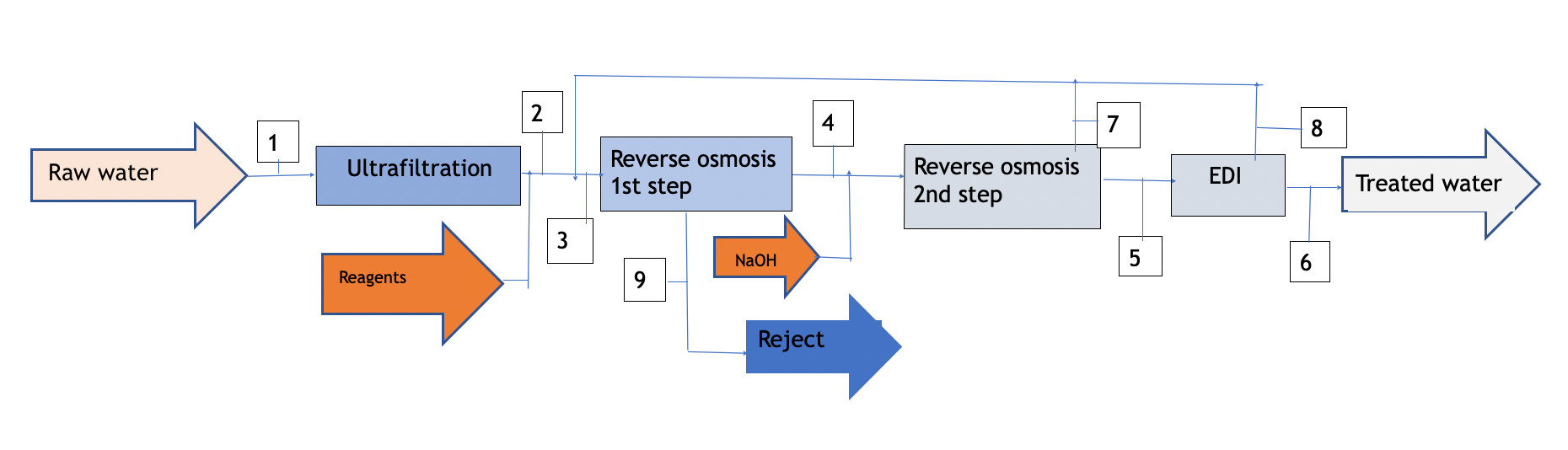
Diagramm 1
| Begriff | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| TDS (mg/l) | 1000 | 1000 | 800 | 60 | 10 | <0,08 | 65 | 100 | 5000 |
| Q (m3/l) | 10 | 9,8 | 12 | 9,6 | 8,15 | 7,6 | 1,45 | 0,8 | 2,4 |
| Umwandlung (%) | 98 | 80 | 85 | 93 |
Wie in Diagramm 1 dargestellt, erfordert der Prozess eine Behandlungsstrecke, die mit Ultrafiltration beginnt, um die Umkehrosmosemembranen zu schützen. Das Ableitwasser des ersten Schritts wird verworfen (es kann mit einem Vakuumverdampfer auf Trockenzustand gebracht werden, wenn eine Null-Einleitung gewünscht ist). Das Permeat wird nach pH-Anpassung mit NaOH dem zweiten Osmoseschritt zugeführt; dadurch reagiert das freie CO2 mit NaOH zu Na2CO3, und das resultierende Permeat des zweiten Schritts speist die EDI-Anlage.
Das Ableitwasser sowohl des zweiten Schritts als auch der EDI wird eine deutlich geringere Salzkonzentration als das Rohwasser aufweisen, sodass es am Anfang der Anlage recycelt werden kann, wodurch eine globale Wasserertragsrate von etwa 77 % erreicht wird.
Vorbehandlung mit 1 Umkehrosmoseschritt
Es ist stets ratsam, für den Umkehrosmoseprozess, der als Vorbehandlung für EDI dient, Hochrückhaltermembranen (HR) zu verwenden. In diesem Fall ist dies umso wichtiger, da die Salzgrenzen nicht überschritten werden dürfen, wie unter Punkt 2 beschrieben.
Abhängig vom HCO3–-Gehalt wird das osmotisierte Wasser einen Überschuss an CO2 enthalten, der entfernt werden muss. Verschiedene Entgasungsmethoden können verwendet werden, wie Strippungstürme, Vakuumentgasung oder Membranen vom Liquid-Cell-Typ zur Trennung. Die Kosten rechtfertigen jedoch die Installation eines einfachen CO2-Entfernungssystems in einem konventionellen Strippungsturm, der mit ausreichender Packungshöhe berechnet ist, um das gewünschte Niveau zu erreichen; oder, falls erforderlich, mit einer zusätzlichen NaOH-Dosierung, bis die Konzentration reduziert ist.
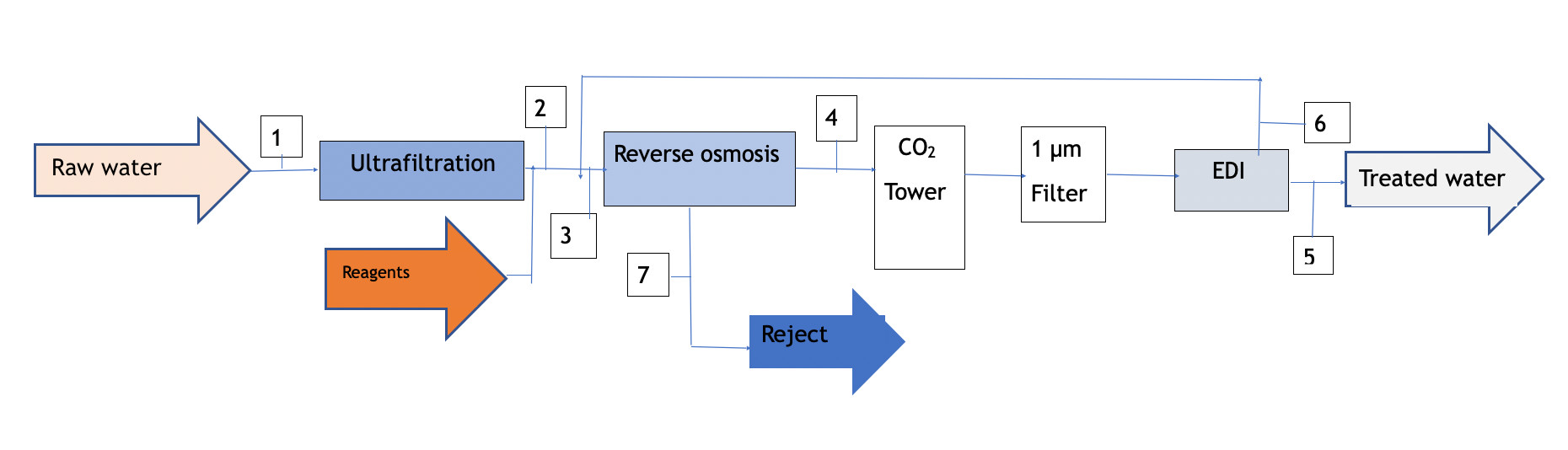
Diagramm 2
| Begriff | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| TDS (mg/l) | 1000 | 1000 | 932 | 65 | <0,1 | 110 | 4545 |
| Q (m3/l) | 10 | 9,8 | 10,7 | 8,4 | 7,7 | 0,8 | 2,3 |
| Umwandlung (%) | 98 | 80 | 90 |
|