
Seccions
- Antecedents
- Bases de partida
- Descripció del procés
- Camps d’aplicació del sulfat amònic
- Propietats físic – químiques del sulfat amònic
- Conclusions
Antecedents
En moltes indústries es produeixen efluents que contenen elevats potencials de càrregues contaminants per al medi ambient, aquests efluents han de ser sotmesos a processos complexos i costosos per poder-los abocar en condicions adequades d’acord amb la legislació vigent (Llei d’Aigües) i a més se solen generar quantitats importants de residus que han de ser enviats a un abocador específic en funció de la seva caracterització, amb el resultat d’elevats costos d’instal·lacions, gestió, reactius, i els corresponents cànon i impostos.
El tractament de vessaments segregats aporta una sèrie d’avantatges sobre el tractament integrat amb la resta dels efluents, ja que, en molts casos, estem rebutjant esbandides que contenen sals o restes de processos que poden ser reutilitzats, o bé que poden servir per obtenir subproductes amb utilitats dins o fora de la indústria que els genera.
El present estudi posa com a exemple un vessament real generat per una indústria paperera, que aconsegueix convertir una part important dels seus efluents en un producte d’utilitat pròpia i un subproducte del qual existeix demanda al mercat, com és el sulfat amònic. D’aquesta manera, a més d’optimitzar els seus processos, s’apropa més al pretès vessament zero.
Bases de partida
A la mencionada indústria es generen diversos vessaments, entre els quals destaquen: un que conté un residual de H2SO4 a l’1 – 3 %, un altre vessament ric en sulfat amònic, o NH3, (5%) i un vessament de NaOH amb una concentració de l’ordre de l’1%; a més existeixen altres efluents procedents de rentats de circuits i de processos amb alta càrrega orgànica que es sotmeten a oxidació.
D’altra banda, aquesta indústria consumeix (NH4)2SO4 i es troba en un entorn de riquesa agrícola que demanda fertilitzants. Amb aquest plantejament, es van fer diverses proves en laboratori amb els diferents efluents de la fàbrica i després de segregar els de H2SO4 més nets, els que contenien NH3 i els més alcalins (rics en NaOH), es va projectar i desenvolupar un sistema de generació de (NH4)2SO4.
Descripció del procés
En un primer estadi, es va disposar una instal·lació destinada a formar un producte del 2 – 3 % de concentració en pes, d’aspecte líquid viscoso que s’obtenia en fer reaccionar el H2SO4 i el NH3 en un dipòsit.
2 NH3 + H2SO4 <——–> (NH4)2 SO4
El cabal de vessament àcid recuperat va ser de 2 m3/h amb una concentració mitjana del 2%, la qual representava un aport de 40 Kg /h de H2SO4, que equival a 40/98 = 0,41 kmols. de H2SO4. Com que les reaccions es verifiquen mol a mol, la quantitat de NH3 necessària seria de 2 x 0,41 x 17 = 13,94 Kg, que en estar diluït al 5 %, tindria un cabal de: 13,94/0,05 = 0,28 m3/h d’efluent amoniacal, aproximadament.
La solució amoniacal tenia un pH de 9,5 – 10, i per poder separar una part significativa del NH3 gas, és precís elevar el pH fins a 12,5 – 13, cosa que s’aconsegueix amb el vessament de NaOH que està a pH 14 a una concentració de l’1 % (aprox. 10 Kg/m3 de NaOH); així amb un cabal aproximat de 1,5 m3/h d’aquest vessament, ens acostem al valor de pH 13, desitjat.
Segons aquest balanç, la quantitat de (NH4)2SO4 produïda seria de 0,41 x 132 = 54,12 Kg/h, que en estar en un cabal de 2,015 m3/h, la concentració d’aquest producte resulta ser d’aproximadament el 2,68 %, (54,12 /2015).
Com es pot observar en el diagrama annex, es preveuen dipòsits per a l’efluent amoniacal, l’efluent àcid i l’alcalí.
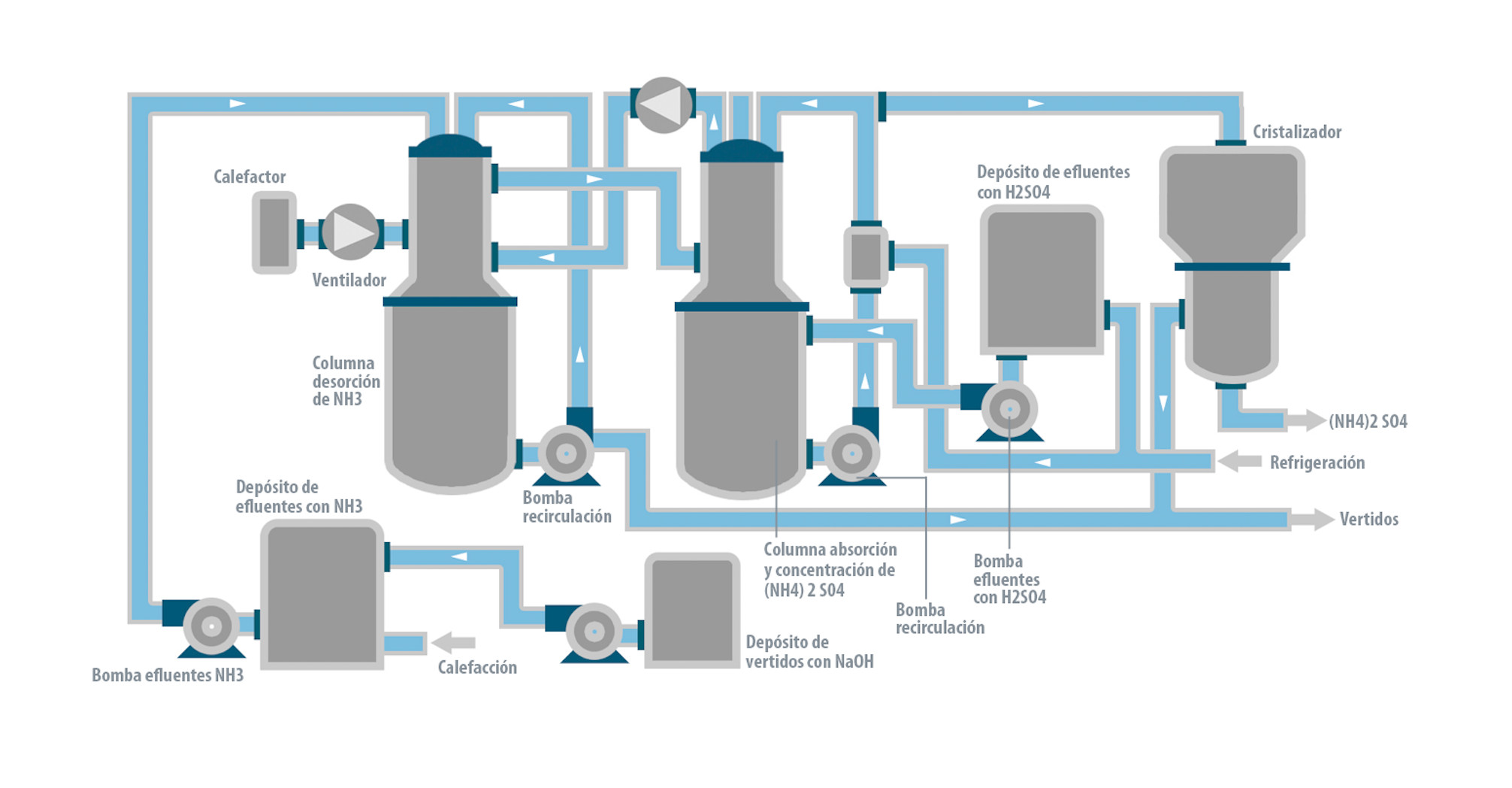
El vessament alcalí s’aporta al dipòsit de vessaments amoniacals a fi d’obtenir un pH 12,5- 13, cosa que s’aconsegueix amb un bombeig, un sistema d’agitació i un pH-metre. A l’interior del dipòsit s’incrementa la temperatura fins a uns 40 ºC per tal de facilitar la desorció del NH3. Des d’aquí es bombeja a una torre de stripping que alberga un farcit d’alta superfície, a través del qual circulen a contracorrent la solució amoniacal alcalina, i el flux d’aire procedent d’un electroventilador que incorpora una resistència elèctrica per a la seva calefacció, cosa que facilitarà la separació del NH3 resultant. La solució es recircula amb una bomba fins a la zona superior de la torre.
El NH3 és arrossegat per l’aire des de la zona superior de la columna de desorció fins a la inferior de la columna d’absorció annexa, en la qual s’aporta l’efluent de H2SO4, mitjançant un grup de bombeig que aspira del dipòsit d’efluent àcid. Per facilitar l’absorció, es refreda el líquid contingut en el dipòsit disposat sota la torre d’absorció fins a una temperatura d’uns 5 ºC. mitjançant un refredador. D’aquest dipòsit aspira un grup de bombeig que recircula la solució àcida sobre la zona alta de la torre d’absorció a contracorrent amb el gas que ascendeix pel farcit contingut en ella.
El gas en excés es pot retornar a la torre de desorció inicial amb un altre electroventilador per al possible aprofitament del NH3 residual. El gas restant s’envia a l’exterior després del seu tractament mitjançant el filtre adequat.
L’efluent alcalí del qual ja ha estat extreta la major part del NH3, s’envia a la planta depuradora de vessaments.
En un segon estadi, i pensant a obtenir un producte més concentrat i comercialitzable, es va realitzar el tractament en un cristal·litzador que permetia obtenir un producte de bona qualitat.
Observacions sobre la instal·lació
Els materials han de ser resistents a la corrosió i abrasió. Es recomana, PEHD o PRFV amb pel·lícula interior de vinil èster, per a les columnes. S’han d’evitar els elements metàl·lics a les torres, bombes i sobretot en el circuit àcid. És aconsellable que les bombes siguin de tipus d’arrossegament magnètic i construïdes en PP. L’impulsor de les bombes tendeix a patir desgast per abrasió. En el cas del cristal·litzador s’opta per un acer inoxidable d’alta resistència a la corrosió com el 316L o el 904 L.
Quan s’aturi el funcionament de la instal·lació, s’haurà d’impedir la cristal·lització de sals en el farcit i en el dipòsit i els circuits de producte concentrat, per la qual cosa es recomana mantenir-la en recirculació.
El farcit de les torres (en particular el de la torre d’absorció), ha de ser fàcilment desmuntable per a la seva possible neteja.
Camps d’aplicació del sulfat amònic
1. Utilització en l’agricultura
El (NH4)2SO4 és un producte d’aplicació directa per a ús agrícola; excel·lent fertilitzant d’«inici» o de «fons» en el moment de la sembra. És el producte adequat per a tot tipus de terreny i cultius; de alliberament controlat (acció immediata i efecte prolongat) amb bones qualitats d’emmagatzematge. Per ser un fertilitzant amb nitrogen i sofre en major concentració, el calci modifica lleugerament el pH del sòl a la zona de col·locació, de manera que, el calci és el millor aprofitat pel cultiu. La seva fluïdesa i estabilitat química són excel·lents, cosa que facilita l’elaboració de fórmules fertilitzants en mescles físiques i la seva aplicació manual mecànica.
El nitrogen i fòsfor influeixen sobre el creixement i desenvolupament del fullatge, arrels i tiges de les plantes, així com l’òptim desenvolupament dels microorganismes; el sofre forma part dels aminoàcids sulfurats que es troben en les proteïnes.
El calci influeix sobre la qualitat del producte i resistència dels fruits o danys per plagues. El sulfat d’amoni granular no es perd per lixiviació a causa de l’absorció de l’amoni pels col·loides del sòl i la seva degradació controlada.
2. Utilització industrial
El (NH4)2SO4 és un producte amb alta demanda en el sector industrial. Es troba present en adhesius, plàstics, resines, tintes, productes farmacèutics i acabats per a productes tèxtils, paper i metalls, indústria per a la fleca. Es barreja en l’aliment del bestiar. També s’usa en la producció de cosmètics i pintures. I també s’utilitza per a l’elaboració de productes farmacèutics.

Propietats físic – químiques del sulfat amònic
Propietats físiques
En estat pur són cristalls blancs en forma de rombes (Placas,
aglomerats), però en estat comercial d’adob presenten lleu to groc a causa del Sulfur d’Arsènic (provinent de coqueries).
Densitat: En estat pur és de 1,77, però el sulfat d’amoni agrícola presenta una densitat aparent sense apelmazament, de 0,8 a 1,1.
Solubilitat: En aigua és molt gran i augmenta considerablement amb la temperatura. La solubilitat en kg de sulfat d’amoni per litre d’aigua és: a 0 ºC, de 70,6; a 20 ºC, de 74; a 60 ºC, de 88,0 i a 100 ºC, de 103,3.
Higroscopicitat: pròpia del sulfat d’amoni no és molt alta sent la humitat atmosfèrica crítica del 70%, però pot augmentar si existeix àcid sulfúric lliure, la qual avidesa d’aigua és molt gran. Índex d’Higroscopicitat a 30 ºC = 20.
Punt de fusió: 280 ºC
Pressió de vapor: 1,871 KPa a 20ºC
Reacció de l’adob: Àcida. Índex d’acidificació = 110
Salinitat: Índex de salinitat = 69.
Propietats Químiques
És el resultat de l’acció d’un àcid fort (sulfúric) sobre una base dèbil (amoníac). Això explica que les seves solucions estiguin parcialment hidrolitzades i tinguin una reacció lleugerament àcida. Per la mateixa raó, l’ebullició els fa desprendre amoníac. El sulfat amònic pot donar amb oxidants forts, com els clorats, mescles explosives.
A temperatura elevada es produeix pèrdua de NH3. Es descompon fàcilment a temperatura normal amb els productes alcalins, produint-se desprendiment d’amoníac.
Productes Comercials
El sulfat d’amoni agrícola es presenta comercialment en forma de:
Sulfat de síntesi, del 21% de N
Sulfat de recuperació: del 20,5 al 20,8% N
Fitxa tècnica del producte

Conclusions
Encara que sembli una obvietat, no hi ha efluents millor tractats ni que perjudiquin menys el medi ambient que aquell que no s’arriba a vessar. A més, en moltes ocasions, determinats vessaments poden afectar molt l’efluent general de la fàbrica, encara que representin un petit volum, ja que la seva concentració, toxicitat o càrrega contaminant poden ser proporcionalment elevades enfront de la resta dels efluents a depurar. En aquests casos convindrà segregar-los i tractar-los a part o bé enviar-los a un tractador. En qualsevol cas, serà convenient reduir-ne el volum per tal de minimitzar el cost de transport i fins i tot arribar a evacuar-lo amb un residu sòlid, cosa que s’aconsegueix per mitjans mecànics (filtres premsa, centrifugadores, filtres banda…etc.) o per evaporació de baix consum (evaporadors a buit, termocompressió…etc.) Encara que aquests processos són costosos, solen amortitzar-se a mitjà termini, ja que la depuradora general de la fàbrica podrà ser més simple, i els seus costos d’instal·lació i explotació també seran menors i el més important: el risc de contaminació mediambiental es minimitzarà.
Quina millor solució que aconseguir revaloritzar aquests efluents? Això redueix de manera molt important el termini d’amortització de la inversió – explotació. El cas plantejat en aquest article és un clar exemple d’això.
Bibliografia
- Manual de l’Enginyer Químic (tomo I) 6a edició
- Elements d’Enginyeria Química (Vian Ocón)
- https://quimica.laguia2000.com/general/sulfato-de-amonio (Set. 2010)
- Biblioteca universitària – Universitat d’Oviedo.