
Sezioni
- Introduzione
- Obiettivo: lo scarico zero
- Caratteristiche delle membrane Fortilife
- Esempio pratico
- Riassunto
INTRODUZIONE
Durante la seconda metà del secolo scorso, l’osmosi inversa si è affermata come tecnica per la desalinizzazione dell’acqua, sia per renderla potabile che per usi industriali:
Inizialmente, le membrane di osmosi inversa erano molto sensibili all’incrostazione e si idrolizzavano (membrane di acetato di cellulosa), successivamente, con le membrane di poliammide si è fatto un importante progresso lavorando a pressioni più basse e ottenendo migliori qualità dell’acqua, ma, comunque, le conversioni ottenibili difficilmente superavano il 75% in un solo passaggio, e lavorando in due passaggi era rischioso superare l’85%, a causa dei problemi di polarizzazione e precipitazione dei sali.
Da allora, si è indagato su fattori come la polarità, i materiali, i tipi e la disposizione dei separatori e delle colle utilizzate come adesivi, in modo tale da ottenere membrane resistenti all’incrostazione (fouling), operabili ad alte temperature, e a valori estremi di pH e concentrazioni moderate di ossidanti.
Recentemente, sono stati sviluppati vari tipi di membrane che, oltre a resistere maggiormente ai cambiamenti di pH e a presentare una maggiore resistenza all’incrostazione, possono lavorare a pressioni molto elevate, permettendo di operare con concentrazioni saline molto alte.
Esistono fattori come la forza ionica delle soluzioni e la necessità di tempo di permanenza per la generazione di nuclei di precipitazione e cristallizzazione dei sali, che hanno permesso di raggiungere rese di permeato superiori al 95%, a seconda della salinità e del tipo di acqua da trattare.
OBIETTIVO: LO SCARICO ZERO
I reflui degli impianti di osmosi inversa hanno sempre rappresentato un problema per la loro elevata salinità, rendendo difficile il loro scarico. Solo i punti vicini al mare dispongono di questa possibile destinazione per lo scarico, e all’interno di un quadro normativo rigoroso.
Pertanto, la migliore opzione dal punto di vista ambientale è lo scarico zero, tuttavia, anche se si poteva ridurre il volume dell’effluente fino al 15% dell’acqua grezza (conversione 85%), la portata risultante era ancora elevata per pensare a un processo evaporativo, a causa dell’importante costo di installazione e di energia; inoltre, in molti casi è necessario ricorrere a più stadi di evaporazione per raggiungere concentrazioni tali da considerare il concentrato come un rifiuto esportabile in discarica (Concentrazione > 30%)
La ricerca delle migliori tecnologie disponibili ha permesso lo sviluppo delle membrane di osmosi inversa (ad esempio membrane Fortilife), rendendo sensibilmente più fattibile l’approccio all’ideale scarico zero, con una portata di concentrato dell’ordine del 5% rispetto all’apporto.
Con un fattore di concentrazione sensibilmente più elevato (Fc >20). In queste condizioni, diventano più fattibili, sia tecnicamente che economicamente, i sistemi di riduzione del volume e aumento della concentrazione degli effluenti residui fino al punto di renderli solidi, cosa che si ottiene con tecniche di evaporazione a vuoto a basso consumo energetico, nelle quali Condorchem Envitech ha comprovata esperienza.
CARATTERISTICHE DELLE MEMBRANE FORTILIFE
Si sta facendo uno sforzo nella diversificazione del tipo di membrane di osmosi inversa da utilizzare, a seconda dell’applicazione a cui sono destinate. Di seguito, vengono esposte le caratteristiche di base delle membrane del tipo Fortilife:
Membrane CR 100
Sono un tipo di membrane pensate per acque con residui organici e contenuto relativamente alto di solidi sospesi, come ad esempio trattamenti terziari di depuratori di acque reflue, o per acque superficiali (fiumi, bacini, laghi) con un elevato SDI per il loro contenuto colloidale e cariche organiche in sospensione.
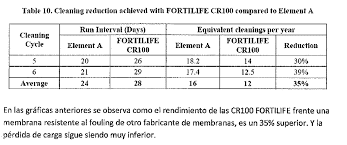
Queste membrane si incrostano meno rispetto a quelle convenzionali (circa 50%), per cui la loro frequenza di lavaggio è minore, e si recuperano meglio con le pulizie, come si osserva nelle tabelle seguenti:
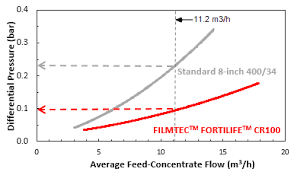
Le membrane CR 100 non sono pensate per lavorare con alte salinità (TDS < 15 g/l), poiché non sopportano più di 41 bar di pressione, e hanno un buon rifiuto dei sali, per cui sono idonee per essere utilizzate nel primo stadio della linea di trattamento.
Membrane XC 70 / XC 80
Queste membrane, oltre a essere resistenti all’incrostazione, e ad avere un elevato rifiuto dei sali, possono sopportare pressioni fino a 83 bar, pertanto possono lavorare con alte salinità (< 80 g/l) e sono adatte per essere disposte in un secondo o terzo stadio del gruppo di membrane.
Membrane XC-N
Sono membrane di tipo selettivo che permettono di operare fino a 41 bar di pressione, con un rifiuto dei sali del 99%. Presentano basso incrostamento e basso consumo energetico.
Potrebbero essere considerate come membrane di nanofiltrazione ad alta pressione con i vantaggi del tipo Fortilife.
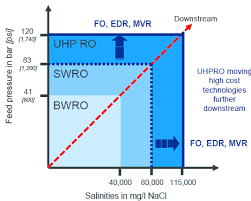
Membrane UHP
Infine, le membrane ad Ultra Alta Pressione (UHP) sono utilizzate per lavorare nella fase finale di concentrazione. Possono arrivare a pressioni fino a 120 bar e concentrazioni molto elevate (circa 120 g/l)
Nella tabella seguente, vengono messe a confronto le caratteristiche di base di ogni tipo di membrana per poterle comparare.
Tabella membrane Fortilife
| Prodotto | Caratteristiche | Specifiche | Vantaggi |
| CR 100 | Alta resistenza al biofouling.
Alto rifiuto dei sali. Bassa salinità (< 15 g/l). |
Portata permeato= 44 m3/g.
Rifiuto sali = 99,7% Pressione max apporto = 41 bar |
Riduzione dei lavaggi.
Incrostazione da biofouling < 50%. |
| XC 70 | Resistenza al fouling.
Alta salinità (15 – 70 g/l) |
Portata permeato= 30,6 m3/g.
Rifiuto sali= 99,7% Pressione max apporto = 83 bar |
Riduzione lavaggi.
Maggiore tempo di funzionamento. Vita più lunga degli elementi. |
| XC 80 | Resistenza al fouling.
Basso consumo energetico. Alta salinità (15 – 80 g/l) |
Portata permeato= 34,2 m3/g.
Rifiuto sali= 99,4% Pressione max apporto= 83 bar |
Riduce i costi energetici.
Incrementa la conversione. Riduce la frequenza dei lavaggi. |
| XC-N | Separazione selettiva degli ioni.
Ricircolo del concentrato purificato. |
Portata permeato= 34,1 m3/g.
Rifiuto sali= 99%. Pressione max apporto= 41 bar. |
Rende il rifiuto riutilizzabile.
Riduce l’incrostamento. Basso costo energetico. |
| UHP | Massima concentrazione di sali per membrane | Portata permeato= 28 m3/g.
Rifiuto sali= 99,7% Pressione max apporto= 120 bar |
Applicabile per trattamento di acque ad altissima salinità, per ottenere lo scarico zero |
Per ottenere un design ottimizzato, si propone la combinazione di queste membrane in diverse fasi, con l’obiettivo di semplificare la complessità dell’impianto e ridurre al minimo le dimensioni dell’impianto di evaporazione finale.
Ad esempio, se abbiamo un impianto di osmosi inversa convenzionale in due stadi, e otteniamo una conversione dell’85%, il fattore di concentrazione FC = 1/(1-0,85) = 6,7.
Se partiamo da acqua con un TDS di 2 g/l, il concentrato avrà un TDS di circa 13,4 g/l; se la portata di apporto è, ad esempio, di 100 m3/h, dovremo progettare un evaporatore per una portata di 15 m3/h con un TDS di 13,4 g/l.
Per raggiungere una concentrazione di 300 g/l nel residuo, sarà necessario evaporare in più stadi, con i costi di investimento e di energia che ciò comporta.
Supponiamo ora di aver disposto membrane a bassa pressione e alto rendimento (CR 100) in un primo stadio, poi membrane XC70/XC80 in un secondo stadio, per poter lavorare ad alta pressione e conversione, e infine membrane ad ultra alta pressione (UHP), precedute da una purificazione nel rifiuto mediante altre del tipo XC-N.
In questo caso, possiamo ottenere una concentrazione di sali di circa 100-150 g/l in una portata di 1,5 – 2 m3/h, rendendo molto più fattibile la concentrazione tramite il processo di evaporazione a vuoto.
ESEMPIO PRATICO
Partiamo dal rifiuto di un impianto di osmosi inversa che preleva una portata di acqua grezza di 830 m3/h da un bacino, con un TDS di 1.160 mg/l.
Possiamo utilizzare membrane CR100, che, per il loro basso incrostamento e buone prestazioni in termini di rifiuto dei sali, semplificheranno l’impianto di scambio ionico che dovrà essere utilizzato per trattare il permeato e raggiungere così i livelli di salinità richiesti nell’applicazione di questo esempio (acqua demineralizzata per il settore energetico).
Inoltre, nella specifica si richiede l’ottenimento di una portata di 120 m3/h di acqua per servizi che dovrà avere un TDS <100 mg/l, ed è importante il raggiungimento dello scarico zero.
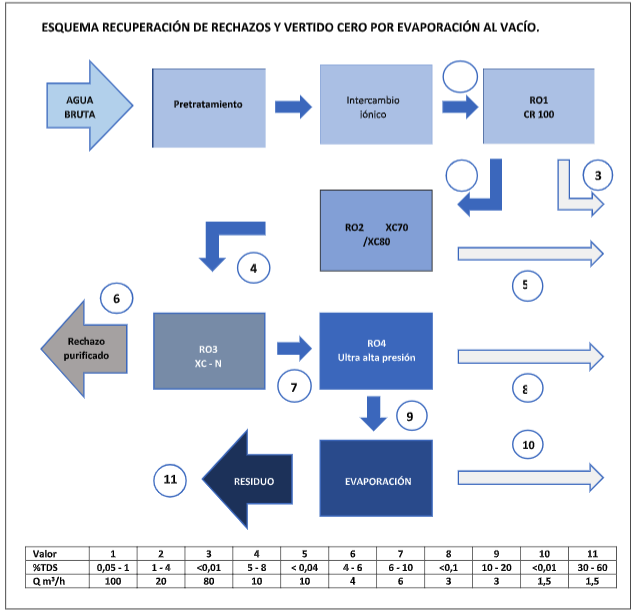
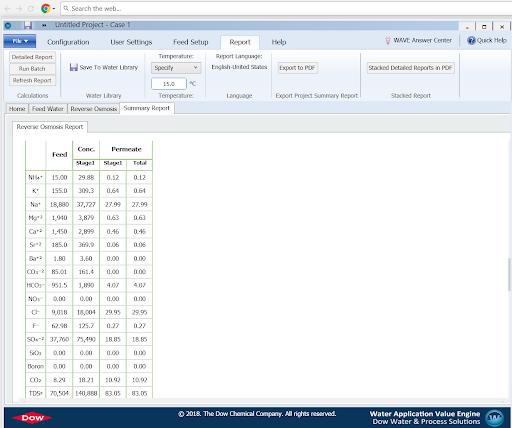
Nella proiezione seguente, si parte dal rifiuto ottenuto dall’impianto di osmosi inversa con membrane del tipo CR 100, e si osserva come le membrane vengano combinate tra loro per ottimizzare il sistema, utilizzando sistemi booster di pompaggio, contropressioni nel permeato e ricircoli.
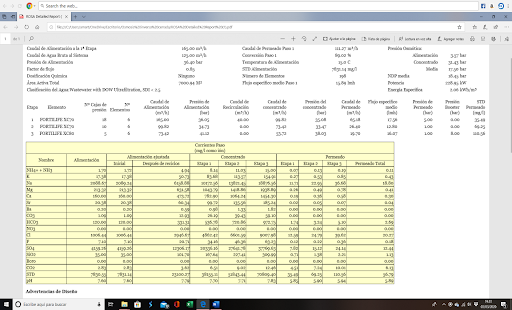
In questo caso, la conversione raggiunta è dell’89% e FC = 9. La portata di rifiuto finale sarebbe di 13,7 m3/h con un TDS= 70,8 g/l.
Se calcoliamo la percentuale di rifiuto sulla portata di acqua grezza, abbiamo = 13,7/830 = 1,65%, quindi la conversione del sistema sarebbe di circa il 97 – 98%, considerando che si consuma acqua nel pretrattamento, lavaggi … ecc.
Il TDS del permeato è di 53 mg/l e il consumo energetico specifico di 2 kW/m3, quindi si ottiene la qualità desiderata per acqua di servizio, con un consumo energetico adeguato.
Se prendiamo il rifiuto di questo stadio e lo sottoponiamo nuovamente a concentrazione mediante membrane specifiche come le UHP, otteniamo una conversione del 50%, che si traduce in una portata di permeato di circa 6 m3/h e una salinità di 83 mg/l, mentre il rifiuto avrà una portata equivalente e una concentrazione di 140 g/l.
Sarà opportuno disporre due linee di osmosi inversa in parallelo in questo stadio, per evitare la cristallizzazione dei sali. In quest’ultimo stadio sarà consigliabile lavorare in regime discontinuo e, ogni volta che l’impianto si ferma, effettuare un risciacquo delle membrane e ricircolare l’effluente all’inizio dell’impianto.
Vediamo che la soluzione di evaporazione a vuoto risulterebbe ora più adeguata, sia tecnicamente che economicamente, poiché molto probabilmente si raggiungerà il livello di concentrazione desiderato nei residui del 30%, con un costo di investimento e gestione proporzionato.
Nell’esempio in questione, è molto probabile che esista un ritorno di condensati dai suoi impianti, che può essere utilizzato per fornire energia tramite uno scambiatore di calore; in questo caso, un apparecchio applicabile potrebbe essere della serie Envidest MVR FF, seguito da un cristallizzatore.
La portata di permeato e condensato ottenuta sarà molto vicina ai 120 m3/h richiesti per acqua di servizio e la salinità sarà inferiore a 100 mg/l.
RIASSUNTO
L’evoluzione tecnologica nei trattamenti delle acque sta permettendo di raggiungere l’obiettivo di emissioni minime nell’ambiente. Molti degli effluenti che fino a poco tempo fa venivano scartati, o il cui trattamento aveva un costo insostenibile, diventano sempre più accessibili, mentre si riutilizza gran parte dell’acqua captata e si riduce il consumo energetico.
In questo articolo si evidenzia il significativo progresso fatto riguardo alla desalinizzazione tramite osmosi inversa con la sua ultima generazione di membrane e la possibile sinergia con la varietà e specialità di trattamenti evaporativi che si possono combinare per ottenere il miglior risultato.
Bibliografia e consultazioni su Internet.
https://www.dupont.com/brands/filmtec-fortilife.html
http://www.catedradelagua.uji.es/webcta/wp-content/uploads/2018/02/13_Ponencia_SGallego.pdf