
Seccions
- Introducció
- Descripció del procés
- Àmbit d’aplicació
- Condicions d’operació
- EDI alternativa a l’intercanvi iònic
- Pretractament precís per a la edi
- Resum
Introducció
Durant els últims anys, les investigacions s’han anat centrant en el desenvolupament de tecnologies de tractament d’aigües que no utilitzin pràcticament productes químics per evitar vessaments amb elevades càrregues contaminants. Molts processos industrials necessiten aigua de molt alta qualitat (aigua ultrapura).
Per obtenir-la, tradicionalment s’han utilitzat tecnologies d’intercanvi iònic amb resines sintètiques, de manera que, un cop saturades de les sals intercanviades en el procés de desmineralització, s’havien de regenerar amb reactius àcids i alcalins que s’havien d’utilitzar amb importants excessos per assegurar un correcte rendiment i, posteriorment, havien de ser neutralitzats i després evacuats al medi ambient.
Com a alternativa a aquest procés efectiu però contaminant, actualment s’estan utilitzant dos sistemes que es complementen com són l’osmosi inversa (RO) i l’electrodesionització (EDI), per a l’obtenció d’aigua d’alta qualitat i que eliminen la pràctica totalitat dels reactius químics emprats en els processos d’intercanvi iònic.
L’electrodesionització (EDI o CEDI) és una tecnologia que combina dues tècniques de purificació de l’aigua: l’electròlisi i l’intercanvi iònic. Tot i que l’electrodesionització ja va ser descrita per Kollsman el 1957, no és fins al 1987 que s’introdueix en els processos de producció d’aigua d’alta puresa per a la indústria farmacèutica, microelectrònica i producció d’energia en calderes d’alta pressió.
El gener de 1998, després d’una revisió tècnica exhaustiva, es va començar a emprar la tecnologia d’electrodesionització E-Cell (coneguda com EDI), darrere d’un equip d’osmosi inversa (RO), en el disseny de sistemes bàsics de desionització. Durant els últims anys el procés d’electrodesionització en continu s’ha desenvolupat amb l’objectiu de millorar les prestacions dels equips i el procés de fabricació d’aquests, reducció de costos en materials i manteniment, reducció de l’espai requerit, sanitització i simplificació del disseny.
Descripció del procés
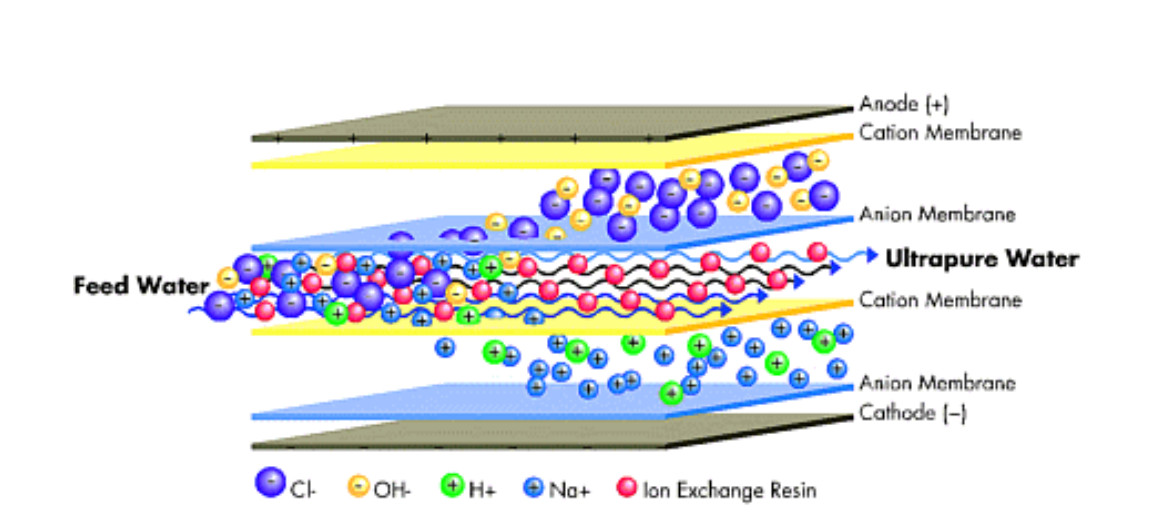
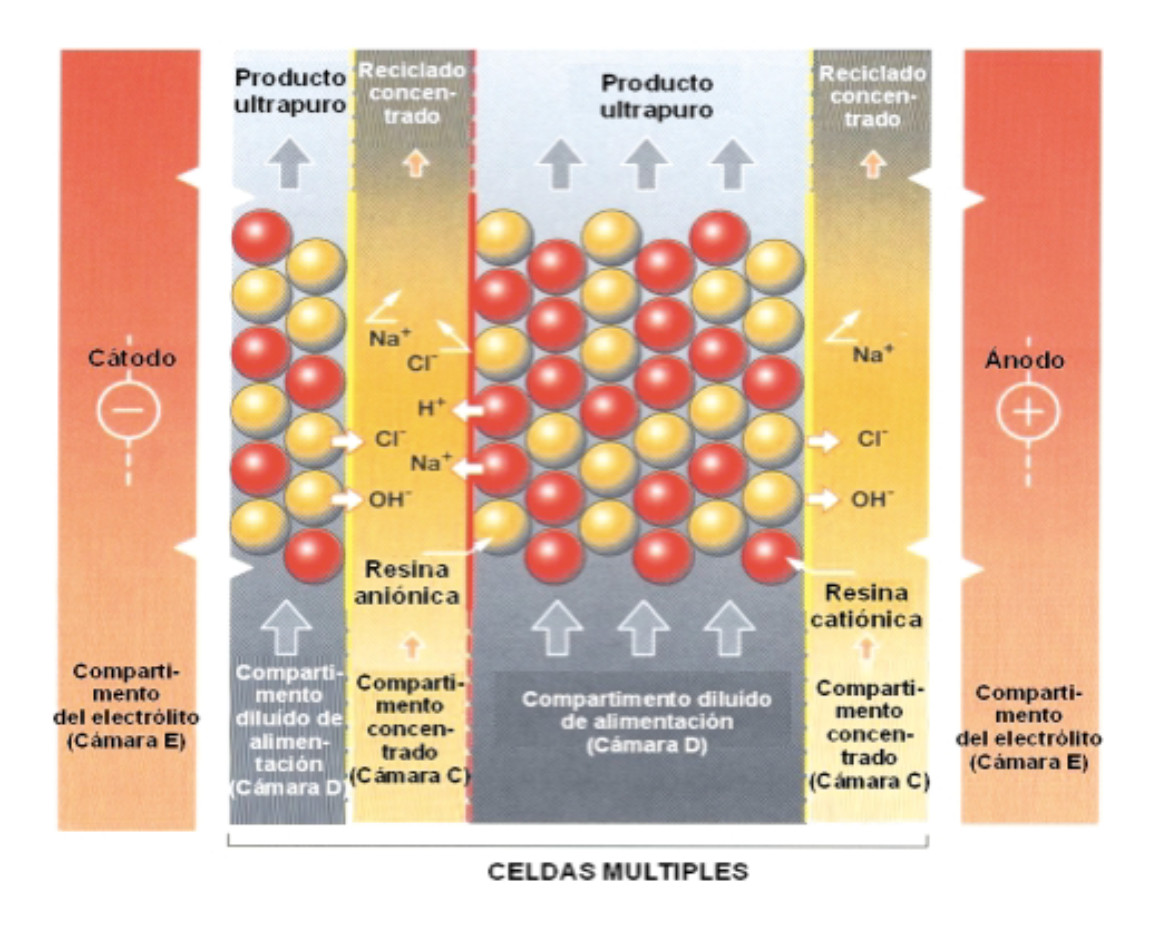
Un equip d’EDI consisteix bàsicament en una cambra que conté una resina catiónica forta i una aniónica forta d’intercanvi iònic, empaquetades en un espai (cel·la) entre una membrana d’intercanvi catiónic i una membrana d’intercanvi aniónic; de manera que només els ions poden passar a través de les membranes.
L’aigua d’entrada passa a través de la barreja de resines d’intercanvi iònic i, al mateix temps, una font externa de corrent alimenta corrent continu mitjançant uns elèctrodes (càtode i ànode).
El voltatge del corrent continu crea una circulació a través de la resina que arrossega els cations cap al càtode i els anions cap a l’ànode. En el camí dels ions cap a la membrana, aquests poden passar dins de les cambres del concentrat, però no es poden acostar més a l’elèctrode. Estan bloquejats per la membrana contigua, que conté una resina amb la mateixa càrrega fixa.
D’aquesta manera, les membranes d’intercanvi iònic eliminen elèctricament els ions de l’aigua d’entrada i els passen al concentrat que surt de totes dues membranes d’intercanvi iònic, produint així aigua desionitzada d’alta qualitat.
Regeneració de les resines d’intercanvi iònic contingudes a l’EDI
L’EDI elimina els ions de l’aigua al mateix temps que les resines d’intercanvi iònic que es contenen entre les membranes es regeneren amb un corrent elèctric. Aquesta regeneració electroquímica fa servir un potencial elèctric per realitzar el transport iònic i substitueix la regeneració química dels sistemes convencionals d’intercanvi iònic, que, com és conegut, es verifica mitjançant àcid i sosa. Dins del compartiment d’alimentació, les resines d’intercanvi iònic ajuden en el transport dels ions al compartiment concentrat.
Com que l’aigua va disminuint en la seva concentració d’ions, es produeix la dissociació de l’aigua a la interfase d’intercanvi catiónic i aniónic, produint-se un flux continu d’hidrogen i ió hidroxil. Aquests ions actuen com a regenerant per a les resines d’intercanvi iònic presents en aquest compartiment i mantenen les resines a la sortida d’aquest, en un estat d’alta regeneració, necessari per a la producció de l’aigua d’alta qualitat desitjada.
Consum energètic
El cost d’operació d’un sistema d’EDI està basat en la potència elèctrica subministrada al sistema. No obstant això, gairebé sempre, cal considerar que la major part del cost total d’operació correspon a la potència elèctrica consumida per l’equip d’O.I. emprat com a pretractament. El cost mitjà de l’energia elèctrica consumida per l’EDI està al voltant de 0,3 kW/m3 d’aigua tractada.
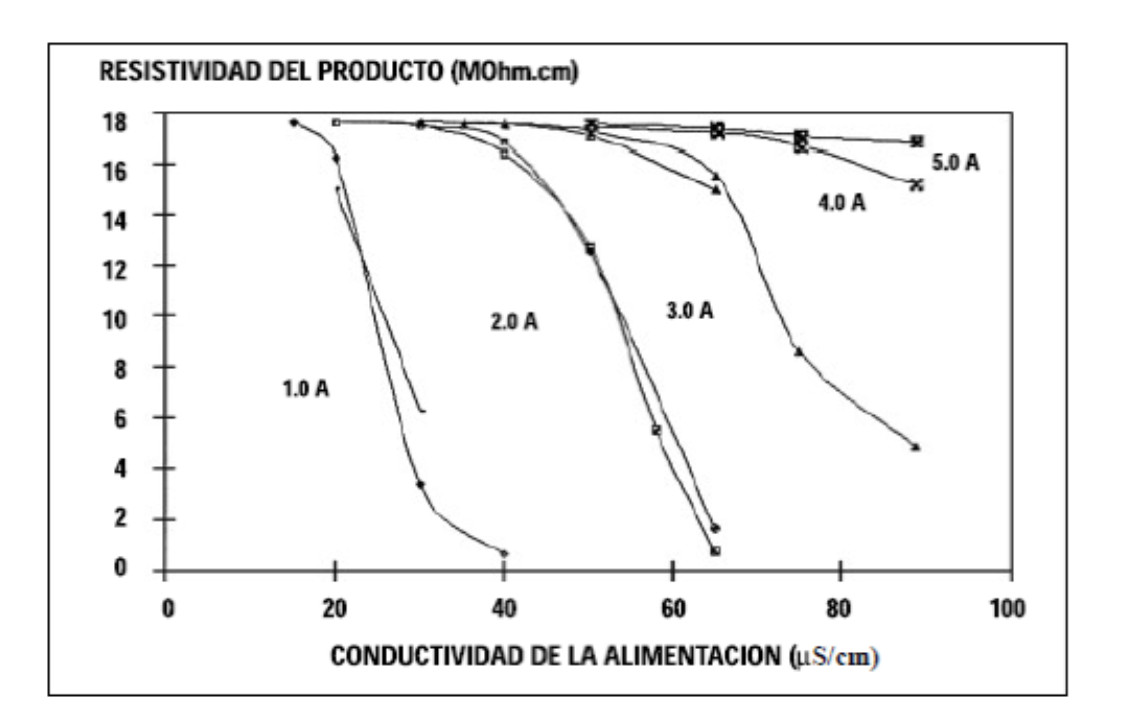
En el següent gràfic s’observa el comportament depurador d’una EDI d’acord amb la qualitat de l’aigua d’aportació i de l’amperatge que s’aplica. Segons s’observa la qualitat de l’aigua obtinguda es fa pràcticament asimptòtica en tots els casos indicats:
Àmbit d’aplicació
L’EDI té un ampli camp d’utilització: Veterinària, Cosmètica, Biotecnologia, i aquells en què, en resum, ve a substituir els tractaments finals per a aigües d’elevada puresa, però cal destacar la seva utilització prioritària en els tres camps següents:
- Indústria Farmacèutica
- Indústria Energètica
- Indústria Microelectrònica
De fet, els mòduls que es fabriquen ho fan en base a la seva aplicació; vegem els següents exemples:
Indústria Farmacèutica
L’aigua d’alimentació a molts dels processos i rentats de la indústria farmacèutica, necessita aigües de molt alta qualitat que regulen les diferents normes de les Farmacopees i, en concret, per la Farmacopea Americana (USP) i la Farmacopea Europea (Ph Eur). La Farmacopea Americana defineix dues qualitats d’aigua: aigua purificada (PW) i aigua per a injectables (WFI). La Farmacopea Europea defineix tres qualitats d’aigua: aigua purificada, aigua per a injectables i aigua altament purificada.
| Especificacions farmacopea americana | ||
| USP28-NF23 Aigua Purificada PW | ||
| Conductivitat | < 1.1 μS/cm a 20ºC | |
| Bacteris | <100 ufc/ml | |
| Carboni orgànic total TOC | <500 μg C/l | |
| Aigua per a injectables (WFI) | ||
| Conductivitat | <4.3 μS/cm a 20ºC | <1.1 μS/cm a 20ºC |
| Bacteris | <100 ufc/ml | <10 ufc/100 ml |
| Carboni orgànic total TOC | <500 μg C/l | <500 μg C/l |
| Endotoxines per LAL | – | <0.25 EU/ml |
Els sistemes més avançats combinen la tecnologia d’osmosi inversa i electrodesionització en continu en sistemes sanitizables amb aigua calenta (80ºC) d’acord amb els estàndards de la Farmacopea Americana, europea i FDA.
Indústria de l’Energia
El tractament d’aigua per a l’operació de calderes d’alta pressió i generació de vapor per a producció d’energia elèctrica implica el disseny de plantes amb alta qualitat de l’aigua produïda. El disseny convencional es basa en l’aplicació de cadenes d’intercanvi iònic amb columnes catióniques i anióniques seguides de llits mixtos que poden assolir valors de conductivitat inferiors a 0,10 μS/cm i concentració de sílice (SiO2) inferior a 0,10 μg/l. (paràmetres habitualment exigits, sobretot, per a les turbines de generació d’energia).
Els dissenys basats en la combinació de l’osmosi inversa i electrodesionització en continu han permès respecte al disseny convencional millores en la reducció de costos d’operació, eliminació de la manipulació de productes corrosius, reducció de l’impacte ambiental en eliminar els vessaments procedents de la regeneració de les resines catióniques i anióniques i l’assoliment d’una garantia de major estabilitat de la qualitat de l’aigua produïda.
Microelectrònica
La producció de semiconductors a la indústria microelectrònica també requereix l’aigua d’alta puresa de major qualitat. Les especificacions de qualitat no només exigeixen valors de resistivitat que arriben a 18 MΩ-c , sinó que precisen la reducció propera al límit de detecció del carboni orgànic dissolt, sílice, bor, bacteris, de partícules de mida superior a 0,05 μm i metalls.
Condicions d’operació
Exemple característiques E-Cell™ MK: Aigua ultrapura per a l’energia, Semiconductor i Indústries en General.
| Recuperació nominal | 90% a 95% |
| Consum energètic DC | 0.05 a 0.4 kWh/m3 |
| Pressió d’alimentació | 3.1 a 6.9 bar |
| Qualitat de l’aigua producte | > 16 MOhm cm |
| Sortida de la sílice | < 5ppb |
| Voltatge d’alimentació | 480VAC/3/60Hz/400VAC 50Hz |
Qualitats d’aigües aport i producte EDI
| Paràmetres | Sortida OI | Sortida EDI | EDI % retenció |
| Anions determinats per IC (µg/L) | |||
| Clorur | 750 | <0.02 | >99.99 |
| Nitrats | 58 | <0.02 | >99.96 |
| Fosfat | 27 | <0.02 | >99.92 |
| Sulfat | 210 | <0.05 | >99.97 |
| Cations determinats per IC (µg/L) | |||
| Sodi | 1100 | 0.24 | >99.97 |
| Amoni | 7 | <0.05 | >99.28 |
| Potassi | 26 | <0.02 | >99.92 |
| Calci | 6 | <0.02 | >99.66 |
| Traços de metalls determinats per ICP-MS (µg/L) | |||
| Alumini | 0.22 | <0.003 | >98.63 |
| Bor | 13 | <0.05 | >99.61 |
| Liti | 0.05 | <0.002 | >96.00 |
| Manganès | 0.03 | <0.002 | >93.33 |
| Potassi | 23 | <0.1 | >99.56 |
| Rubidi | 0.04 | <0.001 | >97.50 |
| Sílice | 110 | <0.5 | >99.54 |
| Sodi | 1300 | <0.26 | >99.98 |
| Zinc | 0,09 | <0.005 | >94.44 |
EDI alternativa a l’intercanvi iònic
Els sistemes clàssics bàsicament consisteixen en columnes d’intercanvi carregades amb resines catióniques seguides de columnes amb resines anióniques assolint qualitats de fins a 1 MΩ·cm. Si les exigències són d’una qualitat més alta, cal complementar la instal·lació amb columnes carregades amb mescla de resines i denominades llits mixtos, de les quals podem obtenir qualitats de fins a 18 MΩ·cm. Amb aquest tipus d’instal·lacions s’obtenen elevades qualitats d’aigua, però en contrapartida, també es requereixen grans quantitats d’àcid i sosa per a la regeneració.
Amb l’ús de l’osmosi inversa com a pretractament de l’aigua d’alimentació a les resines s’ha aconseguit disminuir en gran quantitat el consum de reactius, però la tendència actual és procedir a l’eliminació total de reactius regenerants aconseguint-ho mitjançant la incorporació de l’EDI com a tractament final.
L’EDI és una alternativa efectiva als llits mixtos d’intercanvi iònic col·locada immediatament després d’una etapa d’osmosi inversa, integrada en un tren bàsic de desionització. La combinació RO/EDI redueix, de manera important, els costos d’inversió i operació.
Algunes de les avantatges de l’EDI front als sistemes convencionals d’intercanvi iònic són:
- Elimina el procés en batch i subministra una qualitat d’aigua consistent
- No es requereix intervenció de l’operador
- Sense procediments d’operació complexos
- Redueix període de comissionat, l’espai i temps d’instal·lació
- Redueix requeriments a planta
- Baix manteniment
- Menor espai requerit
- Redundància optimitzada
- Fàcil de transportar
- Modularitat
- Sense rebuigs perillosos
- Neutralització de vessament no és necessària
- Rebuig (Concentrat) reciclable
- Respecta el medi ambient
- Ajuda al compliment de la ISO 14000
En la següent taula es proposa la comparativa entre ambdós sistemes de desionització:
| Electrodesionització | Intercanvi iònic | |
| Ús de químics | No es manipulen productes químics, la regeneració és elèctricament. | Sí, ús d’àlcalis i àcids. |
| Continuïtat | Sí es regenera en continu | Necessita equips de stand-by |
| Qualitat d’aigua | Requereix d’aigua d’alimentació d’alta qualitat, <60uS/cm | Major tolerància d’aigua d’alimentació |
| Recuperació d’aigua | Entre 80 a 95% | Entre 95- 98% |
| Rebuig | No es produeixen efluents perillosos, pH neutre i < 300-400 uS/cm | Necessària la neutralització del rebuig |
| Manteniment | Canvis d’elèctrodes | Poc manteniment |
| CAPEX | Costos similars | Costos similars |
| OPEX | Menor cost, estalvi de productes químics i equips de regeneració | Major cost |
Pretractament precís per a l’EDI
Segons hem comentat, tot i que l’EDI ofereix importants avantatges sobre l’intercanvi iònic, també té les seves limitacions que vénen donades bàsicament per la facilitat amb què s’embruta i els alts factors de concentració que s’obtenen (FC = 10) que representaria un equivalent del 90 % de conversió.
La limitació en la duresa de l’aigua d’aportació és molt important per a ambdós sistemes. En els llits mixtos convé no superar una duresa total de 4 – 5 ppm com CaCO3, mentre que en el cas de l’EDI es limita a un valor molt baix (< 1 ppm CaCO3).
Un altre paràmetre important, sobretot en l’EDI, és la concentració de CO2 lliure, ja que limita el rendiment màxim que es pot obtenir; així per aconseguir una conversió major del 90 %, serà precís baixar de 10 ppm, i la concentració d’aquest gas en el permeat de l’osmosi inversa, serà sensiblement major, ja que travessa la membrana en el costat de permeat i d’aquí que la tendència del pH de l’aigua osmotitzada sigui àcida, ja que l’equilibri entre HCO3– i el CO2 desapareix.
Per solucionar aquest problema, es pot actuar de dues maneres:
Pretractament amb dos passos d’osmosi inversa
Consisteix a disposar dos passos d’osmosi inversa, alimentant el segon amb el permeat del primer, previ ajust de pH amb NaOH.
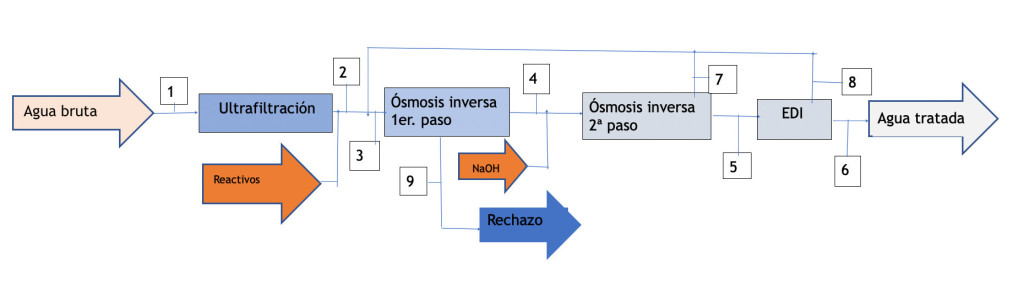
Diagrama 1
| Concepte | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| TDS (mg/l) | 1000 | 1000 | 800 | 60 | 10 | <0,08 | 65 | 100 | 5000 |
| Q (m3/l) | 10 | 9,8 | 12 | 9,6 | 8,15 | 7,6 | 1,45 | 0,8 | 2,4 |
| Conversió(%) | 98 | 80 | 85 | 93 |
Segons s’observa en el diagrama 1 annex, el procés exigeix una línia de tractament que comença amb una ultrafiltració com a protecció de les membranes d’osmosi inversa. El rebuig del primer pas es descarta (podent portar a sequedat mitjançant un evaporador a buit si es desitja aconseguir un vessament zero), El permeat es condueix al segon pas d’osmosi previ ajust del pH mitjançant NaOH; així el CO2 lliure reacciona amb el NaOH i forma Na2CO3, i el permeat resultant del segon pas alimenta l’EDI.
Tant el rebuig del segon pas, com el de l’EDI, tindran una salinitat sensiblement inferior a la de l’aigua bruta, per la qual cosa es reciclen a capçalera de la instal·lació, aconseguint un rendiment global de l’aigua d’aportació de l’ordre del 77%.
Pretractament amb un sol pas d’osmosi inversa
Si sempre és convenient utilitzar membranes d’alt rebuig (HR) per al procés d’osmosi inversa aplicat com a pretractament de l’EDI; en aquest cas ho és encara més, ja que hem de mantenir-nos dins dels límits de salinitat que s’exigeixen, segons s’ha descrit en el punt 2.
Depenent del nivell de HCO3-, l’aigua osmotitzada tindrà un contingut de CO2 en excés que haurà de ser eliminat. Podem utilitzar diversos mitjans de desgasificació com torres de stripping, desgas